Сварка аргоном с помощью полуавтомата значительно упрощает процесс, увеличивает его скорость и улучшает качество шва. В основном полуавтомат используется для соединения толстых деталей.
Аргонная сварка нержавейки: тонкости технологии и основные правила проведения работ
Нержавеющая сталь — довольно сложный для сварки материал. Однако с помощью сварки с аргоновым охлаждением можно получить ровные и качественные швы на деталях из нержавеющей стали. Обучение этому процессу следует начинать с ознакомления с различными свойствами этого трудно свариваемого сплава. В нашей статье вы узнаете не только о том, что такое сварка нержавеющей стали аргоном, но и о характеристиках и технике этого процесса.
Нержавеющие стали отличаются от обычных коррозионными свойствами, которые они получают благодаря добавлению хрома (до 20%), никеля, марганца, молибдена и других компонентов. Эти примеси придают металлу различные свойства и эксплуатационные характеристики. Это приводит к трудностям при грубой сварке нержавеющей стали.
Наиболее важными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин. Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
- Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление. При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
Важным свойством нержавеющей стали является потеря коррозионной стойкости соединения при нагреве до температуры выше +500°C. Причиной этого является образование карбидов на границах зерен, которые действуют как аноды. Это приводит к увеличению скорости межкристаллитной коррозии в сплавах.
Рекомендуемая статья для металлообработки
Для защиты нержавеющей стали от перегрева во время сварки используется метод аргонового охлаждения. А для хромоникелевых сплавов — технология быстрого охлаждения при сварке.
Преимущества аргонной сварки нержавейки
При выборе варианта сварки нержавеющей стали аргонная сварка имеет ряд преимуществ, обусловленных технологией, а именно.
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.

Наряду с преимуществами, аргонная сварка имеет и недостатки. Она требует сложного и дорогостоящего оборудования, а также определенного опыта, знания материала и процесса.
Как настроить аргонную сварку по нержавейке: нюансы подготовки
Важным этапом, влияющим на конечный результат, является подготовка нержавеющей стали к последующей аргонной сварке:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.

Следующим шагом является выбор присадочного металла или проволоки для сварки. Следующий шаг — выбор материала сплава или проволоки. Сечение проволоки должно быть основано на толщине соединяемых деталей.

Особенности и сложности
Аргонодуговая сварка стали требует особого окружения свариваемой зоны. Повышенное внимание уделяется электрическим свойствам. Дуга расплавляет нержавеющую сталь и электрод так, что они сплавляются в единое целое при высокой температуре.
Пока металл горячий и расплавленный, он очень чувствителен к кислороду, азоту и водороду, присутствующим в воздухе.
Когда такая атмосфера вступает в контакт с расплавленной нержавеющей сталью, металл сильно повреждается. В результате область, где использовался аргон, становится пористой. По этой причине работы проводятся в специальной среде. Использование чистого аргона в качестве защитного газа, подаваемого в точку сварки, где дуга плавит металл, создает необходимый барьер, защищающий металл от окружающего воздуха.
Амперы или напряжение являются топливом для дуги. Если сила тока слишком мала, дуге будет трудно расплавить металл. Результатом такой аргонной сварки будет некачественный шов.
На другом конце спектра сила тока слишком высока. Поэтому крайне важно, чтобы сварка проводилась в соответствии с ГОСТом, где подробно описан процесс, как подается газ и каков его расход.
Аргонная сварка имеет множество преимуществ. Когда сварка производится под газом, она защищена от негативного воздействия окружающей среды на металл. В результате получается ровный, прочный шов, характеризующийся равномерным проплавлением по всей длине и глубине.
Если используется металл с низкой теплопроводностью, то выделение тепла будет незначительным. Исключением может быть лишь небольшой участок шва.
Благодаря положительным характеристикам этого процесса сварки можно без проблем соединять труднообрабатываемые детали. Все операции занимают очень много времени из-за высокой температуры дуги. Однако есть и некоторые недостатки — например, необходимо иметь сложное оборудование, которое, кроме всего прочего, должно быть тщательно настроено.
Способы
Существует несколько способов сделать хороший сварной шов без присадок.
Неплавящимися электродами
Во-первых, важно отметить, что для работы не используется чистый аргон. Это приводит к непродуктивной дуге и атмосфере, которая не поддерживает дугу. В результате металл не плавится должным образом, и сварной шов остается неровным. Такая работа может быть классифицирована как некачественная. Расплавление материала минимально, а сварочная проволока находится выше основного материала.
Кроме того, образуются лишние брызги, которые потом приходится удалять с нержавеющей стали. В принципе, такой сварной шов совсем не годится, и вы также не тратите свое время.
Этот метод лучше всего подходит для соединения толстых кусков металла. Сварной шов остывает относительно быстро, но при этом он становится более хрупким.
Сварочная проволока подается через аппарат, затем включается газ. Он подается через катушку аппарата — так заготовка выходит из края печи.
Не обязательно проталкивать проволоку до конца, она должна выступать над пламенем примерно на 0,64 см. Как только рабочий закончит позиционирование проволоки и включит подачу газа, можно начинать сварку.
Если возникают проблемы с продвижением проволоки вперед через пламя, вероятно, проволока расположена неправильно. Тогда следует включить горелку и отрегулировать положение проволоки.
Держите горелку под углом 30 градусов над краем шва. Не имеет значения, с какого конца соединения вы начнете. Пламя должно быть расположено так, чтобы кончик пламени достигал краев металлических деталей. Важно дождаться, пока пламя нагреет материал и в соединении образуются шарики жидкого металла.
Если металл разбрызгивается, значит, мастер использовал недостаточно энергии. В этом случае следует увеличить нагрев. Однако очень важно избегать сильного пламени, иначе сталь будет гореть.
Двигайте горелку медленно и держите ее под постоянным углом. Тепло также слегка расплавит окружающий металл. Прежде чем продвигать горелку вперед, мастер должен убедиться, что соединение равномерно заполнено. Если он будет действовать слишком быстро, сталь не сможет достаточно хорошо расплавиться, и сварной шов станет хрупким и ломким. Сварные швы немедленно охлаждаются.
С помощью полуавтомата
Очень важно соблюдать меры безопасности во время работы. В начале работы надевают сварочную маску и защитную одежду.
Для работы используются аргон и углекислый газ. Наилучшие результаты достигаются при использовании газовой смеси, состоящей из 2 % углекислого газа и 98 % аргона. Ее можно приобрести в хозяйственных магазинах или в Интернете. Использование защитного газа защищает сварной шов и делает его более стабильным.
Прежде чем приступить к работе, необходимо определить тип стали. Его можно определить по трехзначному номеру на металле.
Маркировка находится на плоской стороне. Если ее нет, металл можно проверить с помощью магнита и настольной шлифовальной машины. Существует специальная тестовая таблица, которую можно использовать для сравнения типа получаемых искр.
- Аустенитная сталь более распространена, она состоит из хрома и никеля, поэтому не является магнитной.
- Мартенситная сталь используется для деталей, которые должны быть особенно износоустойчивыми. Такой материал магнитен, во время работы образуются длинные, белые искры.
- Феррит очень распространен и обычно маркируется как 409 или 439. Высокое содержание углерода делает его магнитным. Во время сварки образуются белые или красные искры.
Оборудование и материалы
Для выполнения аргонодуговой сварки сварщик должен сначала подготовить следующие материалы и оборудование.
- присадочная проволока;
- прутки;
- осциллятор;
- сварочный инвертор;
- горелка;
- электроды;
- защитная маска и одежда;
- обезжириватель;
- баллон с газом;
- металлическая щетка.
В зависимости от характеристик свариваемых изделий выбирается инвертор. Идеальным вариантом является инвертор, работающий на выпрямленном токе.
Если используется неплавящийся вольфрамовый электрод, необходим осциллятор. Только осциллятор позволяет генерировать дугу, необходимую для сварки. Горелку можно получить только с помощью токоведущего устройства, имеющего газовое сопло и неплавящийся электрод.
Существует множество подходящих устройств для работы с коррозионно-стойкими сталями.
Тип свариваемой стали также определяет тип сварочной проволоки, которую необходимо использовать. Защитное оборудование включает маску, защитный костюм, перчатки и ботинки.
Как подготовить детали из нержавейки к сварке
Для получения качественного и безопасного шва при аргонодуговой сварке изделий из нержавеющей стали необходима правильная подготовка поверхности. Эта подготовка существенно не отличается от подготовки к аргонодуговой сварке деталей из других металлов и выглядит следующим образом
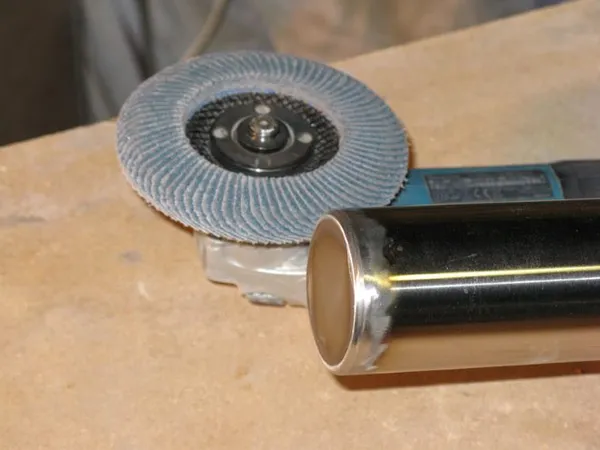
Труба из нержавеющей стали, подготовленная к сварке с помощью шлифовальной насадки.
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
При подготовке изделия из нержавеющей стали к аргонодуговой сварке важно правильно выбрать присадочный металл.
Помимо диаметра сварочной проволоки, необходимо также обратить внимание на ее состав. Марка сплава проволоки должна быть выше, чем у металла, из которого изготовлены соединяемые детали.
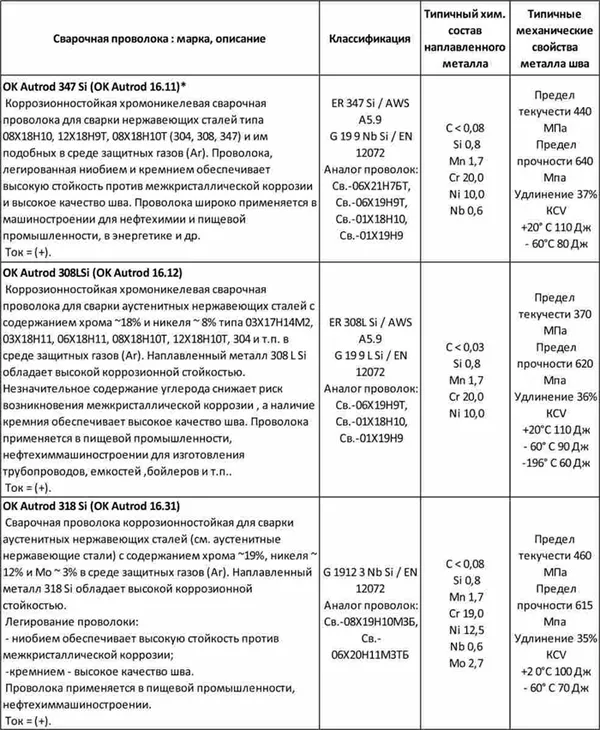
Марки сварочной проволоки для нержавеющей стали
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавеющей стали под аргоновой защитой применяется в основном в тех случаях, когда необходимо соединить детали небольшой толщины. Эта технология обеспечивает высококачественные и надежные соединения с видимыми и чистыми сварными швами.
Трубы из нержавеющей стали, используемые для транспортировки различных жидкостей и газов, чаще всего свариваются под аргоновой защитой. Качество сварных швов, полученных по этой технологии, позволяет использовать ее при соединении участков трубопроводов, находящихся под высоким давлением.
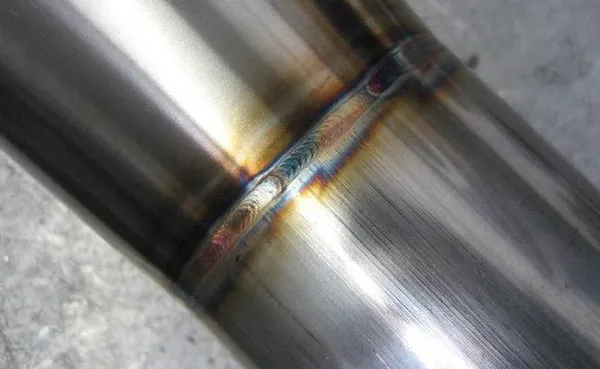
Электромуфтовая сварка труб из нержавеющей стали с применением газа аргона
Аргонодуговая сварка неплавящимся вольфрамовым электродом может выполняться на постоянном или переменном токе. Основным рабочим инструментом в этом процессе сварки является горелка, к которой прикреплен электрод, а ток аргона подается из сопла. Сварной шов образуется путем ручного введения сварочной проволоки в зону горения сварочной дуги. Все движения горелки также выполняются вручную.
В отличие от обычной дуговой сварки, при аргонодуговой сварке электрод и присадочная проволока не совершают никаких боковых движений, а перемещаются только вдоль оси формируемого шва.
Это делается для того, чтобы предотвратить выход сварочной ванны за пределы аргоновой защиты (это повлияло бы на качество шва). Необходимо также позаботиться о защите обратной стороны сварного шва от окружающего воздуха, который также поступает вместе с аргоном. Это, конечно, увеличивает расход газа, но качество всех частей сварного шва будет высоким.
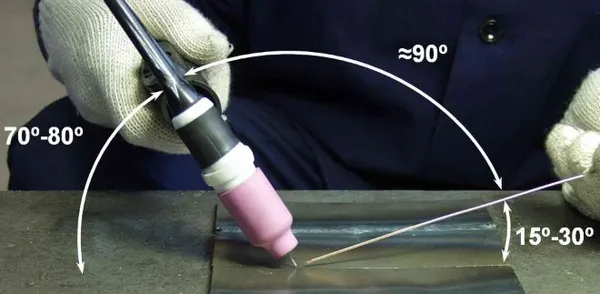
Позиционирование горелки во время сварки TIG
Чтобы избежать загрязнения поверхностей соединяемых деталей и не расплавить кончик вольфрамового электрода, он не должен касаться основного материала даже при зажигании дуги. Поэтому технология аргонной сварки вольфрамовым электродом требует использования специальной графитовой или угольной пластины для зажигания дуги. Только после зажигания на такой пластине сварочная дуга плавно переходит на нержавеющую сталь. Учебное видео очень хорошо иллюстрирует этот процесс и является незаменимым для начинающих сварщиков.
Чтобы исключить окисление нагретого электрода и вновь образовавшегося шва, подачу аргона следует отключать не сразу после сварки, а только через 10-15 секунд. Это не оказывает существенного влияния на расход газа, но увеличивает срок службы электрода и улучшает качество сварного шва.
Сварка с помощью полуавтомата
С помощью полуавтоматической аргоновой сварки можно значительно повысить производительность. Эта технология может использоваться для соединения деталей из нержавеющей стали, даже если они имеют большую толщину. Помимо высокой производительности, технология полуавтоматической аргоновой газовой сварки позволяет получать соединения, отличающиеся высоким качеством, надежностью и привлекательным внешним видом.

Процесс сварки фланцев и труб: Горелка на 11 часов, направление вращения согласно стрелке
При полуавтоматической сварке нержавеющей стали необходимо учитывать некоторые особенности. Сварочная проволока должна содержать никель для улучшения качества шва. Если необходимо сварить более толстый участок, то в состав защитного газа помимо аргона добавляют углекислый газ, что обеспечивает лучшую смачиваемость кромок шва.
Сварка нержавеющей стали полуавтоматом в атмосфере защитного газа аргона может выполняться по различным технологиям — с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее управляемой является импульсная техника. Здесь сварочная проволока подается в зону дуги короткими импульсами. Это минимизирует рассеивание расплавленного металла, уменьшает зону термического воздействия на основной металл и снижает расход дорогостоящей сварочной проволоки. Обработка окончательного сварного шва и прилегающей поверхности экономит много времени, так как брызги металла практически отсутствуют.
С помощью переноса луча можно сваривать более толстые детали, в то время как короткая дуга больше подходит для соединения тонких деталей. Видеоролик позволит вам лучше ознакомиться с характеристиками перечисленных техник.
Особенности сварки
Техника зависит от формы и толщины соединяемых деталей.
Соединение тонких листов
В этом случае под заготовки подкладывается медная подложка, которая выполняет следующие задачи:
- защищает обратную сторону шва;
- отводит лишнее тепло, препятствуя перегреву тонких краев листов;
- жестко закрепляет гибкие пластины.
TIG-сварка нержавеющей стали толщиной 1 мм требует выбора тока 35-37 А; время заварки кратера составляет 3 секунды. Время подачи газа после гашения дуги составляет 4 секунды. Этого времени достаточно для того, чтобы металл начал кристаллизоваться.
Если кромки заготовок находятся на минимальном расстоянии друг от друга и прочно закреплены, сварку можно выполнять без присадочного металла.
Работа с трубами
Коммуникационные линии из коррозионно-стойких сталей до сих пор используются в строительстве. Сварка таких конструкций представляет определенную сложность. Герметичность сварного шва достигается путем нагнетания газа в шов. Для этого свободный конец трубы закрывают подручными средствами: поролоном, тканью, бумагой или резиной. В концевую крышку вставляется труба подачи газа, и конструкция герметизируется клейкой лентой. Аппарат настраивается на введение аргона под низким давлением.

Важно правильно настроить аппарат. Рекомендуемая сила тока составляет 65 А при толщине металла 3 мм. Время образования кратера составляет 3 секунды, а подача газа после выключения дуги — 4 секунды.
Режим Pulse
Некоторые машины оснащены дополнительными функциями, облегчающими работу сварщика. К ним относится импульсная функция, которая позволяет соединять металлические детали разной толщины в разных пространственных проекциях. Импульсная функция снижает тепловую нагрузку при сварке нержавеющей стали.
Чтобы перейти в этот режим, нажмите соответствующую кнопку на корпусе аппарата. Другие кнопки используются для настройки силы тока, частоты импульсов и баланса.
Нержавейка со вставками другого металла
При сварке стали с другими материалами используются хромовые и никелевые присадочные металлы. Эти присадочные металлы выпускаются в виде Y309L, Y310S, Y309Mo. Они предотвращают образование трещин во время сварки.
Рекомендуем прочитать Как сваривать нержавеющую сталь электродами?
Методы сваривания нержавейки
Для соединения листов или сложных конструкций используются различные процессы, которые способствуют высокому качеству сварки.
Неплавящийся электрод из вольфрама
Сварка вольфрамовой проволокой используется при соединении труб. Основным преимуществом является эстетичный внешний вид швов.

Аргонодуговой процесс также используется при изготовлении емкостей для жидкостей и газов, которые работают под высоким давлением. Сварка производится как постоянным, так и переменным током на постоянной полярности. Для нагрева рабочей зоны используется горелка с невоспламеняющимся электродом, через который пропускается газ. Сварной шов образуется в результате расплавления присадочного металла.
Сварка TIG имеет следующие характеристики:
- При проникновении частиц вольфрама в сварочную ванну прочность соединения снижается. Для возбуждения электрической дуги применяют угольную пластину, которая затем переносится на рабочую поверхность.
- Подача аргона продолжается до остывания стержня и шва. Это снижает скорость окисления сварного соединения и электрода.
Использование полуавтомата
Каждый новичок должен научиться сваривать с помощью этого процесса. Этот процесс является полуавтоматическим и очень производительным. Надежность сварки равна надежности аргонодуговой сварки, но эстетические качества уступают. Полуавтоматический процесс позволяет обрабатывать детали различной толщины. Требования к металлу шва выше. Состав должен содержать никель, иначе проволока не будет соответствовать техническим требованиям.
Сварка осуществляется следующим образом:
- Короткой дугой. Температура нагрева рабочей области определяется длиной разряда. Небольшое расстояние между горелкой и поверхностью подходит для соединения тонких деталей.
- Импульсный. Проволока подается в сварочную ванну небольшими порциями, что препятствует разбрызгиванию расплава и перегреву деталей.
- Струйный. Перевод аппарата в этот режим помогает заварить заготовки толщиной более 1 см.
Полезные советы
Чтобы понять, как правильно соединять детали с помощью аргонодугового процесса, пригодятся советы специалистов:
- Размер дуги должен быть минимальным, поэтому электрод устанавливают как можно ближе к поверхности, не касаясь ее. Длинный разряд не способен прогреть детали на всю толщину, из-за чего ширина шва увеличивается, прочность уменьшается.
- При ручной сварке проволоку подают равномерно. Это препятствует окислению рабочей области.
- О качестве шва свидетельствует форма наплывов, возникающих при расплавлении присадочного материала. Если они растянуты вдоль соединения, сварка выполнена правильно. Округлая форма свидетельствует о недостаточном прогреве.
- Завершая работу, снижают силу тока. Резкий отрыв дуги недопустим — это способствует снижению защиты горячего соединения.
Сварка нержавеющей стали полуавтоматом.
Инструкция первая Сварка в газовой среде при правильном выполнении не сложнее традиционной сварки. Регулярная практика поможет вам быстро освоить этот процесс.
Сварка неплавящимся электродом из вольфрама
Этот процесс, который используется для соединения тонкостенных деталей, называется сваркой нержавеющей стали TIG. Работа выполняется с помощью аппарата переменного или постоянного тока. Основным инструментом является горелка, через которую пропускается аргон и в сопло которой вставляется вольфрамовый электрод. Сварка производится путем плавления сварочной проволоки. Горелка подается и перемещается вручную
Аргонная сварка нержавеющей стали выполняется вдоль линии сварки без поперечных перемещений горелки. Это предотвращает выход сварочной ванны из защищенной зоны, чтобы жидкий металл не контактировал с атмосферным кислородом. Для получения надежного соединения необходимо также подавать аргон с противоположной стороны шва. Требуется больше газа, но улучшение качества стоит того. Чтобы кончик электрода не расплавился и не оставил следов на свариваемых деталях, нельзя прикасаться к нержавеющей стали. Дуга зажигается на графитовых или угольных пластинах, а затем переносится на металл.
Перед началом работы сварочный аппарат для сварки нержавеющей стали необходимо настроить. Для соединения двух деталей толщиной 1 мм сварочный аппарат постоянного тока настраивается на прямую полярность (плюс подключается к электроду, минус — к деталям). Рабочий ток должен составлять от 30 до 50 А, а напряжение не должно превышать 28 В. Скорость сварки 12 — 28 см в минуту при использовании 3 — 5 литров аргона. Диаметр сварочной проволоки должен составлять от 0,8 до 1,6 мм, в зависимости от условий.
Горелку держат под наклоном 70 — 80˚. Присадочная проволока вставляется под углом 10 — 15˚. Для достижения быстрого охлаждения сварного шва и электрода аргон выключается через 10 — 15 секунд после завершения сварки. Потери газа низкие, а качество шва и срок службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого процесса намного выше, чем при сварке нержавеющей стали методом TIG. Он больше подходит, чем ручной метод, для соединения деталей с толстыми стенками. При полуавтоматической сварке используется присадочная проволока с высоким содержанием никеля. При настройке аппарата следует учитывать, что температура ее плавления ниже, чем у других марок. Полуавтоматическая сварка нержавеющей стали аргоном осуществляется с:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Читайте также: Технология диффузионной сварки металлов
Наилучшая техника — это когда проволока вводится в пламя дуги короткими импульсами. Таким образом, металл не разлетается, уменьшается зона нагрева и снижается расход присадочного металла. Время, необходимое для финишной обработки, минимально, так как нет разбрызгивания металла. Тонкие детали соединяются с помощью короткой дуги, а толстостенные — с помощью дробеструйной обработки.
Средний расход аргона при полуавтоматической сварке нержавеющей стали составляет 8 — 12 литров в минуту. В отличие от ручного процесса, допускается его смешивание с углекислым газом. При сварке более толстых деталей добавляют 2 % углекислого газа, чтобы уменьшить нагрев кромок шва и улучшить их смачиваемость. Если эстетика шва не важна, содержание углекислого газа увеличивают до 30 %, чтобы сэкономить дорогостоящий аргон.
Полезные советы
Чтобы детально знать, как правильно сваривать нержавеющую сталь аргонно-никелевой сваркой, не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
При правильном подходе аргоновый процесс не намного сложнее обычной сварки. При небольшом обучении любой желающий может освоить его в кратчайшие сроки. Затраты на дополнительное оборудование и материалы компенсируются возможностью сваривать не только нержавеющую сталь, но и медь, бронзу, алюминий и их сплавы.







