Для создания данного инструмента используют как углеродистую, так и легированную сталь, обладающую твердостью в диапазоне от 52 до 60 HRC. Сверла различаются не только по диаметру, но и по конструкции хвостовика, а также применяются для обработки заготовок различной толщины.
Сверление квадратных отверстий

В некоторых случаях, например, при проведении слесарных или ремонтных работ, возникает необходимость создать квадратное отверстие в металлической заготовке. Применение стандартных круглых сверл, с последующей ручной доработкой до нужной формы, представляет собой трудоемкий процесс, который не всегда обеспечивает необходимую эффективность. Именно поэтому для сверления квадратных отверстий обычно используется специальное устройство — сверло Уаттса. Этот инструмент гарантирует максимальную точность обработки и минимальные отклонения от заданных параметров профиля.
История появления инструмента
Конструкция сверла Уаттса основана на треугольнике Рело. Чтобы получить такую фигуру, следует начертить равносторонний треугольник и три окружности, центры которых расположены в углах треугольника, а радиус равен длине стороны треугольника. В результате получается треугольник со скругленными сторонами. Известный инженер из Германии, Ф. Рело, заметил, что при определенных способах вращения этой новой фигуры ее траектория максимально приближается к квадрату.
Треугольник Рело:
В 1916 году Уаттс получил патент на инновационное устройство, которое обеспечивало перемещение сверла таким образом, что гарантировало получение отверстий квадратной формы.
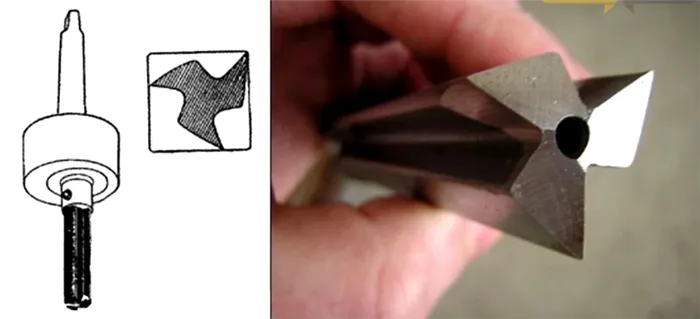
Сверло Уаттса:
Особенности
С точки зрения конструкции, устройство для высверливания квадратных отверстий является скорее фрезой, чем сверлом. Тем не менее, в России мастера чаще называют этот инструмент сверлом, и производители также используют это наименование для своих изделий.
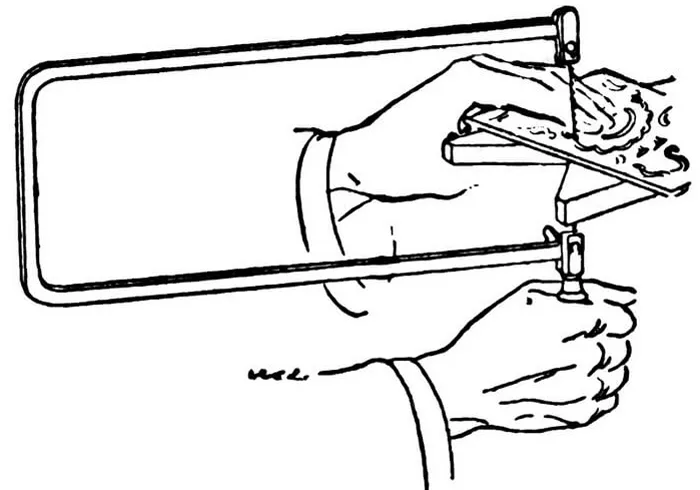
Согласно принципам кинематики, по которой происходит перемещение устройства, очевидно, что срез обрабатываемого материала осуществляется исключительно за счет боковой поверхности, а именно — четырех таких поверхностей. Данный метод обработки больше характерен для фрезы, чем для сверла. Однако простого вращения недостаточно для качественного и ровного высверливания квадратного отверстия; фреза должна не только вращаться, но и совершать качательные движения, то есть двигаться по круговой оси.
Также важно отметить, что вращение и покачивание должны происходить в противоположные друг другу стороны.
Определить скорость вращения фрезы-сверла можно, основываясь лишь на характеристиках используемого электродрели или другого инструмента. Важно помнить, что сверление квадратного отверстия будет производиться со значительно меньшей скоростью, и производительность работы будет относительной.
Однако одного треугольника Рело недостаточно для идеального получения квадратного отверстия. Сверло должно иметь канавки, предназначенные для удаления стружки, которая образуется при сверлении. Именно поэтому на рабочей поверхности сверла вырезаются три полуэллиптические окружности.
Это позволяет снизить момент инерции инструмента, уменьшить нагрузку на шпиндель и улучшить режущие свойства насадки.
Виды и их устройство
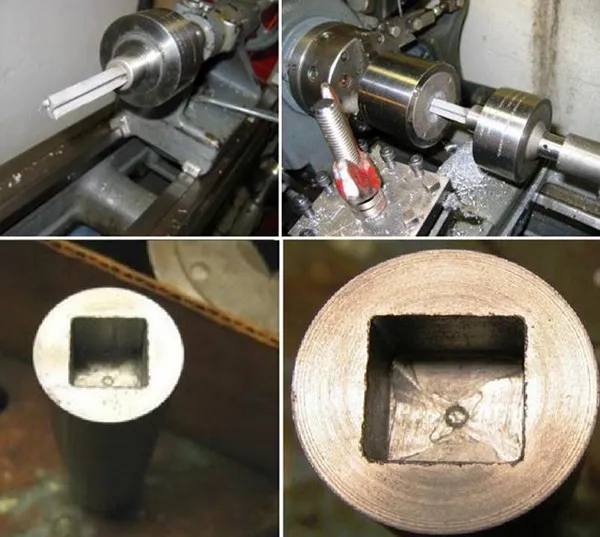
Для высверливания квадратных отверстий наибольшее распространение получили сверла Уаттса. Особенностью их конструкции является то, что в основе лежит не квадрат, а треугольник, известный как треугольник Рело. Принцип работы сверла таков: треугольник совершает движение по эллипсоидным дугам, его вершины описывают квадрат идеальной формы. Единственным возможным недостатком этого процесса является небольшое закругление углов получаемого четырехугольника. Квадрат может быть идеальным, если эллипсоидных дуг будет четыре, а движение треугольника Рело будет осуществляться равномерно.
Важно заметить, что треугольник Рело – это уникальный по своей конструкции элемент. Именно благодаря ему стало возможным создание сверл, способных создавать квадратные отверстия. При работе с данным устройством следует учитывать, что ось его вращения обязательно должна описывать эллипсоидные дуги, а не оставаться статичной. Конструкция патрона должна быть такой, чтобы не препятствовать движению треугольника. Если движение осуществляется правильно, то конечным результатом будет ровное квадратное отверстие, при этом только 2% площади квадрата не будет затронуто (из-за скругления углов).
Шаг 2: Снимаем родной патрон


Приступайте к монтажу деталей на сверлильный станок.
Сначала нужно снять родной патрон со станка. Стандартный патрон имеет больший диаметр, чем диаметр отверстия в держателе втулки, и его необходимо удалить. В набор входит патрон меньшего диаметра, чем родной, и именно его мы будем использовать.
Теперь следуйте пошаговой инструкции:
- Сначала вытяните головку эжектора (учтите, что у большинства моделей сверлильных станков она может отсутствовать).
- Держа головку в вытянутом положении, удерживайте патрон рукой, чтобы он не выпал сам по себе.
- Одной рукой удерживая патрон, другой слегка поверните ручку подачи шпинделя вниз.
- С небольшим усилием поднимите ручку вверх. Это должно привести к тому, что она ударит по конусу патрона, и патрон выскочит из шпинделя.
На словах инструкция может звучать запутанно, но на практике всё оказывается достаточно просто и интуитивно понятно.