Существует более 20 различных конфигураций кругов для заточки фрезерных инструментов. Задние плоскости фрез затачиваются дисковыми или тарельчатыми дисками, передние плоскости — плоскими или дисковыми дисками.
Виды, применение и способы заточки фрез
Заточка фрез — сложный технологический процесс, требующий соответствующего уровня компетентности и профессионализма. Классификация, применение и обработка.
- Виды фрез
- Материал фрез
- Геометрия зубьев фрезы
- Область применения
- Фрезы по металлу
- Фрезы по дереву
- Фрезы для пластика
- Фрезы для стекла
- Способы заточки фрез
- С помощью станка
- С помощью кругов для заточки
- Подручными средствами
- Применение станков для заточки фрез
- Классификация
- Технические характеристики
- Особенности конструкции
- Достоинства и недостатки применения
- Процесс заточки фрез на станке
- Заточка по ленточке
- Заточка фрезы по торцу
- Ручная заточка фрез по дереву и металлу
- Заточка торцевых фрез
- Заточка концевых фрез
- Заточка дисковых фрез
- Заточка сборных фрез
- Заточка фрез с затылованными зубьями
- Заточка цилиндрических фрез с остроконечными зубьями
- Доводка фрез из твердосплавного материала
- Контроль качества работ
Заточка различных типов фрез осуществляется на специальных станках. Это режущий инструмент с круглым сечением, но он может иметь и другую форму. Канавки и зазубрины, расположенные по окружности, имеют разные размеры и обрабатываются при вращении материала.
Виды фрез
Существуют различные типы режущих инструментов. К ним относятся: цилиндрическая, концевая, дисковая, торцевая и канавочная фреза.
По типу применения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Заточка затруднена, так как длина режущей основы очень велика. Поэтому используются специальные инструменты. В некоторых случаях заточку выполняют и вручную, но работник, выполняющий эту работу, должен быть опытным. Если работник не имеет опыта, инструмент может иметь дефекты, такие как трещины, заусенцы или впадины, поэтому его приходится затачивать заново, что приводит к уменьшению размера.

Материал фрез
При изготовлении инструментов используются следующие материалы:
- сплавы твердые;
- сталь быстрорежущая;
- металлические сплавы повышенной степени твердости;
- металлокерамика;
- алмазы.
Для прямого резания металлов режущие кромки режущих инструментов изготавливаются из:
- проволоки карданной;
- алмазов;
- соединений твердых сплавов;
- керамического покрытия.
Различие между инструментами определяется их внешним видом.

Как затачивать на станке разные фрезы?
Даже новички после базового ознакомления могут шлифовать фрезы вручную на станке. Для сложных винтовых фрез и фрез со спиральными зубьями станок обеспечивает необходимую мощность. Сложные (модульные) фрезы шлифуются так же, как и односторонние — их зубья часто находятся на торце, а сама фреза представляет собой деталь, смутно напоминающую корончатую фрезу. Шарнирные фрезы могут иметь зубья как на лицевой (торцевой), так и на боковых сторонах.
У хордальных резцов зубцы расположены радиально, подобно цветку. Они закреплены на общем основании. Воображаемые линии, соединяющие их края, образуют правильный многоугольник. Натяжение зубьев хорды осуществляется следующим образом.
Точильный круг должен быть расположен так, чтобы плоскость, проходящая через его точку контакта с острием, была параллельна внешней плоскости поверхности (когда нож перпендикулярен ей). Угол поворота равен значению, которое зависит от угла наклона центральной линии штифта и вычитается из прямого угла. Цель — получить хорошо заточенный, отполированный ноготь: Он четко выделяется в продольной проекции. Плоскость его грани параллельна плоскости гладкой части грани. Такие фрезы можно затачивать только на станке
С боковыми зубьями
Спиральные фрезы можно затачивать следующим образом.
- Установите фрезу в цангу станка.
- Поставьте копировальное остриё в самом высоком положении. Конец острия должен соприкоснуться с наружным краем канала торцевой фрезы.
- Выдвиньте резак в позицию, при которой остриё займёт место возле хвостовой части фрезы, уткнувшись в канал зубца.
- Переместите точильный круг, используя рукоятку бокового смещения. Наружная кромка должна состыковаться с остриём.
- Запустите станок. При помощи рукоятки подведения круга перемещайте его по направлению к обтачиваемому резаку. В результате заточка выдаст шлейф искр – раскалённых микроскопических частиц металла.
- Используя шкалу подачи, отрегулируйте толщину стачиваемого слоя – не более 0,05 мм.
- Чтобы заточить зуб по всей его протяжённости, втяните шпиндель с фрезой до схода её с острия. Не нарушайте контакта фрезы с остриём. Фреза провернётся таким образом, что шлифуемая кромка не потеряет соприкосновение с точильным кругом, если их взаиморасположение не меняется.
- Повторите вышеописанные действия для второго подхода. Он является гарантией безупречности обточки инструмента.
- Повторите оба подхода обточки для остальных зубцов.
Равномерная заточка всех зубьев обеспечивается постоянной толщиной затачиваемого слоя. Это легко достигается без изменения положения рычага подачи.
С торцевыми зубьями
При заточке торцевых зубьев необходимо следовать следующим инструкциям.
- Торцевую фрезу поставьте в позицию, при которой обтачиваемый в данный момент зуб выставился бы по горизонту. Если на станке нет шкалы градуировки, горизонтальность проверяется с помощью линейки-угла (90 градусов).
- Перемещайте обтачивающую грань точильного круга вдоль режущей кромки зубца.
Если необходимо отрегулировать угол заточки, переместите шлифовальный круг вверх или вниз. Или наклоните шпиндель со вставленной фрезой на тот же угол. Последнее возможно не на всех станках.
Используем подручные средства
Самодельщику достаточно иметь электропривод и шлифовальные круги различной зернистости. Ручная заточка — без движения — режущего инструмента возможна только в самом простом варианте (меньшая сложность, разное расположение режущих зубьев в разных плоскостях), при этом также необходимы стержни с той же зернистостью, что и шлифовальные круги.
Перед началом работы шлифовальный брусок или круг необходимо смочить водой или мыльным раствором, чтобы избежать перегрева материалов (в том числе связки, скрепляющей зубья), составляющих рабочие части фрез. Равномерность ручного вращения труднее контролировать, чем тот же эффект при машинной механике, из-за непостоянства силы прикосновения человека. Второй фактор — подсчет количества движений вперед-назад без изменения силы.
Ручное вращение относительно свободно, но оно сопряжено с риском случайного, необратимого повреждения фрезы: перегрузка (когда мастер перегружен) не подлежит ремонту, единственное средство — замена фрезы на новую.
Контроль качества
После восстановления остроты точильных зубьев нож следует внимательно осмотреть. Глазом можно увидеть только зазубрины или сколы, например, если зерно абразива неправильное. Проверьте заточенный нож под увеличительным стеклом. Заусенец должен быть гладким. Производитель шлифует ножи почти идеально перед продажей, но практическое значение имеет не матовая поверхность заусенца, а его применимость и соответствие допуску, указанному производителем для
Угол заточки спереди и сзади не должен отличаться более чем на один градус. Правильный угол можно измерить только с помощью транспортира 2URI или маятникового ножа.
Наконец, смежный и противоположный прогиб также являются важными параметрами. Первый — это значение между соседними зубьями, второй — между противоположными. Фрезы для торцевого фрезерования имеют допуск 40-60 мкм. Более высокое значение сразу же приводит к вибрациям, которые дестабилизируют механику фрезы. Это также влияет на качество обработки заготовки.
Заточка фрез по дереву: работа вручную, с использованием точильных кругов и заточного станка
Сегодня производители выпускают множество типов и размеров фрез для обработки различных материалов, включая древесину. Ваш ручной затупившийся инструмент может быть как универсальным, так и специализированным станком или ручным инструментом.

Режущие инструменты необходимо время от времени затачивать.
Особенности фрез
Для изготовления режущих инструментов используются различные материалы. Инструментальные стали подходят для дерева: быстрорежущие стали, легированные стали и углеродистые стали. Для металлов, пластмасс, керамики используются камнеподобные материалы, твердые сплавы, алмазы, слоновая кость и керамические минералы.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Обратите внимание! Фрезы с приваренными зубьями не всегда означают, что они изготовлены из твердого сплава. Они также могут быть из быстрорежущей стали.
Геометрия зубчиков
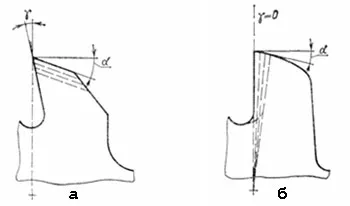
Фрезы делятся на острые (заостренные) и фрезы с заусенцами.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб — это отдельная фреза.
Он имеет стандартные параметры: задний (a) и передний (y) угол, затачиваемая площадь (n), угол наклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.

- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Значение угла зависит от типа фрезы, качества материала и вида разрезаемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также варьируется в широком диапазоне значений.
Методы затачивания «деревянных» концевых фрез
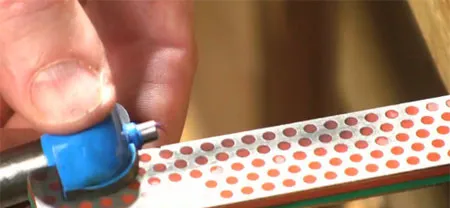
Инструменты для торцевого профиля по дереву можно затачивать вручную с помощью тонкого алмазного стержня. Стоимость этой работы профессионала также невысока.
Работа вручную

Вот как выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание! Если деталь имеет съемный направляющий подшипник, его необходимо снять перед заточкой. Если вы попытаетесь сэкономить время, вы можете повредить его и весь фрезер.
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
Перед заточкой фрезера обратите внимание, что его также можно заточить с помощью механического шлифовального станка. Она должна иметь низкую скорость и круг подходящей зернистости и формы.
Точильные круги
Для заточки следует использовать белый диск из оксида алюминия.
В зависимости от материала, из которого изготовлен нож, его можно затачивать дисками из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия затачивают деревянные ножи из инструментальной стали или высокоскоростной стали нормальной мощности. Круги из CBN используются для высокоскоростных металлических фрез с повышенной производительностью.
При использовании шлифовальных кругов рекомендуется применять охлаждающую жидкость. При заточке необходимо учитывать термическое сопротивление круга и заточного круга. Если вы выберете круг с неправильным значением, вы рискуете сжечь инструмент или шлифовальный круг. Эти значения приведены в таблице ниже.
| Материал | Предел термостойкости в градусах |
| Алмаз промышленный | 700-900 |
| Электрокорунд | 1300 |
| Кремния карбид | 1200-1300 |
| Бора карбид | 500-600 |
| Минералокерамика | 1200 |
| Эльбор | 1300-1500 |
| Инструментальная углеродистая сталь У-12 | 200 |
| Сталь быстрорежущая Р-18 | 600 |
| Сплав твердый ВК-8 | 900 |
Геометрия зубьев резца

Даже самые сложные задачи обработки могут быть решены с помощью специальной конфигурации — так, вы можете отрезать торцевые детали различной формы, например, в виде буквы «Т».
Интересна геометрия спиральной фрезы. Наклон зубьев может быть различным, он определяет тип обработки (чистовая или черновая), а также шаг резания. Малый угол составляет до 35 градусов, а большой — более 35 градусов. В стандартном исполнении угол составляет 38°.
Область применения
Металло- и деревообработка настолько широко распространены, что вряд ли найдется отрасль, в которой в той или иной степени не использовались бы станки. Лучшими станками на сегодняшний день являются станки с ЧПУ. Они самые точные, самые быстрые и самые энергоэффективные. Приобрести их можно на сайте https://stanokcnc.ru/.
Применение фрезерных станков:
- производство оборудования;
- изготовление труб и металлопроката другой фасовки;
- аэрокосмические заводы;
- мебель и предметы интерьера;
- крепежи и метизы;
- автопром и многое другое.=
Существуют различные области применения в зависимости от цели, давайте посмотрим на рисунок:

Как правильно заточить фрезу по металлу: несколько способов
Основная цель — фрезерование изогнутой поверхности, которая имеет большое расширение с обеих сторон. Режущим инструментом в данном случае является абразив. Режущий инструмент необходимо вести прямо по кромке (под прямым углом).
Как затачивать с помощью станка

Технологически эта процедура выполняется в несколько этапов:
- Закрепление инструмента в нужном положении в подвижной части станины.
- Поднесение режущего элемента к вращающемуся абразивному кругу до появления равномерного искрения.
- Обрезка металлического слоя, шириной до 50 мкм.
Необходимо соблюдать следующие рекомендации:
- Каждый зуб нуждается в отдельном затачивании.
- Движение должно происходить от начала борозды до внешнего края.
- Все циклы нужно проводить одинаково, чтобы добиться полного единообразия в режущей кромке.
Как затачивать фрезы с помощью кругов для заточки
Это специальный станок, абразивная насадка которого изготовлена из абразивного материала и представляет собой замкнутую ленту:

Особенность шлифования заключается в правильном выборе материала. Какие абразивные материалы продаются
- Белый или классический электрокорунд. Применяется чаще всего для обыкновенных резцов по дереву или металлу.
- Эльбор – хорошо обрабатывает быстрорежущую сталь.
- Карбид кремния или алмаз (натуральный, синтетический) прекрасно справляется с твердосплавными изделиями.
Рекомендации.
Подручными средствами
Для этого необходима самодельная оснастка или ручной фрезерный стол.
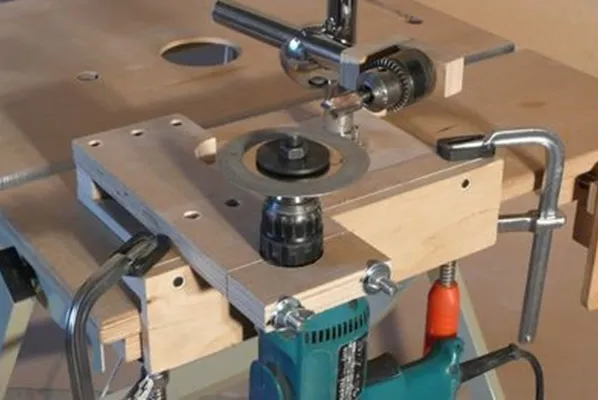
- Используя специальную жидкость, необходимо очистить поверхность инструмента от нагара. Для этого нужно поместить резец в емкость и оставить его там отмокать на 3 мин., затем очистить грубой щетиной.
- Применяя алмазный брусок, обточить кромку спереди, чтобы было обеспечено продольное движение.
- Протереть готовую оснастку мягкой тряпкой для устранения металлической пыли.
Режимы автоматизированной заточки
Инструменты с твердосплавными зубьями не следует точить в «жестких» условиях станка — есть риск сломать кромки зубьев.
Средняя периферийная скорость твердосплавного шлифовального круга не должна превышать 10 — 18 м/сек. Для шлифовального круга d 125 мм это означает, что 2700 об/мин — максимальная скорость двигателя. Для более мягких материалов достаточно не превышать 1500 об/мин.
Технология заточки фрезы на станке
Резец зажимается в исходном положении, затем включается двигатель, и инструмент медленно перемещается к шлифовальному кругу (пока он не будет отшлифован). В этот момент устанавливается толщина снимаемого слоя металла, обычно не более 50 мкм и не менее 25 мкм.
Заточка производится на каждом зубе отдельно. Игла станка должна всегда находиться в контакте с поверхностью фрезы, вы начинаете заточку, поместив иглу в конец канавки зуба. Запустите станок и выполняйте операцию, постепенно выводя шпиндель с фрезой.
Мастерство оператора заключается в том, чтобы получить ровную траекторию заточки на всех режущих кромках. Одни и те же движения следует повторить несколько раз для каждого зуба.
Для разных типов режущих инструментов требуются разные движения
Как заточить фрезу вручную?
Форморез для твердых материалов (дерево) можно заточить вручную, не прибегая к дорогостоящему оборудованию. Вам понадобятся:
- рабочий стол и планка из стали или твердой древесины;
- алмазный брусок;
- абразивный круг;
- растворитель;
- вода с мылом или щелочью;
- наждачная бумага.

Рис. 3 . Рис. 3: Заточка резца вручную
Алмазный стержень закрепляется на краю стола, смоченного мылом. Резец следует отсоединить от подшипника (если он имеется) и очистить от остатков древесной смолы. Величина угла резания варьируется в пределах диапазона:
- 10 – 20 ⁰ для фрез по дереву;
- – 5 — 0⁰ для инструмента по металлам (в основном для сталей).
Диапазон угла обратного резания большой и не ограничен пределами мощности.
Заточка производится равномерными движениями по алмазному бруску.
Старайтесь совершать одинаковое количество движений лезвия по блоку с одинаковым давлением. Чем острее становятся режущие кромки, тем меньше становится размер абразивного зерна, и последний этап можно выполнить с помощью наждачной бумаги.
Эффект заточки оценивается визуально с помощью лупы или парафина. Зубья также не должны иметь мелких зазубрин и трещин. Для обнаружения микротрещин поверхность режущей кромки смачивают парафином — парафин глубже проникает в область трещины. Зазубрины и микротрещины можно обнаружить на глаз или с помощью лупы.
Если вам удалось купить кусачки подходящего качества и вы умеете аккуратно пользоваться инструментом, повторная заточка потребуется гораздо позже, чем при использовании некачественных изделий. Компания Rincom предлагает широкий ассортимент качественных фрез (около 20 видов). Инструменты самого широкого профиля легко выбрать и заказать в интернете, сегодня это не опасно и современно.
Мы высылаем скидки на инструменты и только полезную информацию!
Мы готовы изготовить и доставить уникальные виды инструментов специально по Вашему заказу!
117418, Москва, улица Новочеремушкинская, дом 52, стр. 2, помещение IV, стр. 1.
- Каталог
- Бонусная система
- Хиты
- Новинки
- Как сделать заказ
- Доставка инструмента
- Возврат товара
- Вопросы и ответы
- Служба контроля качества
- Политика конфидициальности




Вся информация на данном сайте является собственностью интернет-магазина rinscom.com. Запрещается публикация информации с сайта rinscom.com без разрешения. Изображения товаров, представленных на сайте, могут отличаться от оригиналов.
- Фрезы по металлу
- Сверла по металлу
- Резьбонарезные инструменты
- Развертки
- Зенкера и зенковки
- Пластины твердосплавные
- Резцы токарные
- Абразивные инструменты
- Алмазные инструменты
- Измерительные инструменты
- Наборы инструментов
- Оснастка и приспособления
- Промышленные компоненты
- Режущие инструменты
- Ручные инструменты
- Слесарные инструменты
- Автомобильный инструмент
- Горюче-смазочные материалы
- Пневмоинструменты
- Садовый инвентарь
- Сверлильные станки
- Силовое оборудование
- Электроинструмент
- Бренды
- Деревообработка







