Каждый сварочный аппарат поставляется с панелью настройки сварки. На передней панели можно настроить функцию TIG и наиболее важные параметры:
Что такое тиг сварка
Если вы собираетесь выполнять сварочные работы на профессиональном уровне, вам следует выбрать аппарат с различными режимами работы. Также обратите внимание на горелку. Она может подходить для сварки тонких металлов или соединения деталей средней или большой толщины.
Полноценная TIG-сварка без газа аргона возможна только в том случае, если его заменить другим инертным газом. Гелий также используется в процессе TIG для сварки металлов. Гелий очень хорошо подходит для соединения деталей с высокой теплопроводностью. К ним относятся детали из алюминия и меди. Тяжелые металлы и стали также можно сваривать гелием в автоматическом режиме. С помощью этого инертного газа можно увеличить скорость процесса.

Хотелось бы также отметить, что производители выпускают многофункциональное оборудование TIG, которое позволяет даже проводить холодную сварку. Она используется в тех случаях, когда необходимо соединить очень тонкий металл. Холодная сварка TIG подходит для начинающих и опытных мастеров, если нет необходимости сильно нагревать заготовку.
Применение
Я использовал этот метод при строительстве домов, обустройстве ландшафта и даже ремонте электроприборов и других инструментов, поскольку уже хорошо знал, что такое TIG-сварка. В частности, я иногда использую этот метод для ремонта радиаторов.
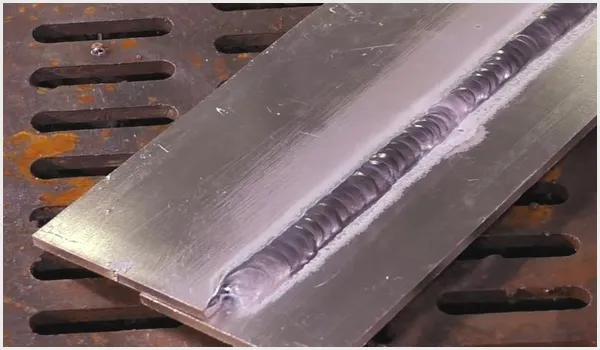
Сварка вольфрамовым электродом в инертном газе стала очень популярной благодаря своей способности соединять цветные сплавы и углеродистую сталь. Этот процесс позволяет обрабатывать изделия из титана, чугуна, алюминия и его сплавов. Особенно красивые сварные швы получаются при соединении деталей из нержавеющей стали. При этом сразу же образуются чистые сварные швы. Их не нужно зачищать, так как нет брызг и ржавчины.

Особенности выполнения ТИГ-сварки
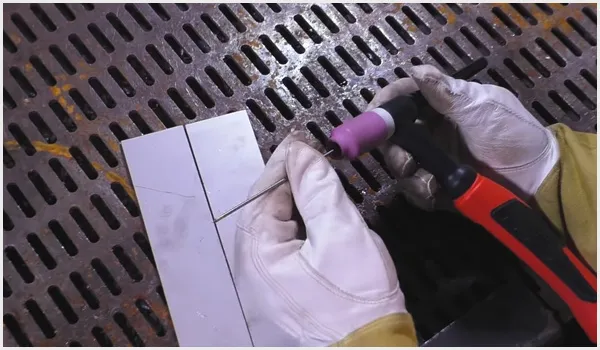
Перед TIG-сваркой я сначала подготовил расходные материалы и оборудование. В ходе этого процесса я сделал следующее:
- Заточил неплавящиеся электроды из вольфрама. При этом для заточки рабочего стержня использовал надфиль.
- Вставил вольфрамовый заточенный электрод в горелку. Его крепление осуществил с помощью зажима цангового типа.
- Приоткрыл вентиль на газовом баллоне.
- Установил необходимый расход аргона при помощи регулятора. У меня газ расходовался в количестве 12 л/мин.
- Присоединил массу к свариваемому металлу.
- Произвел пуск осциллятора.
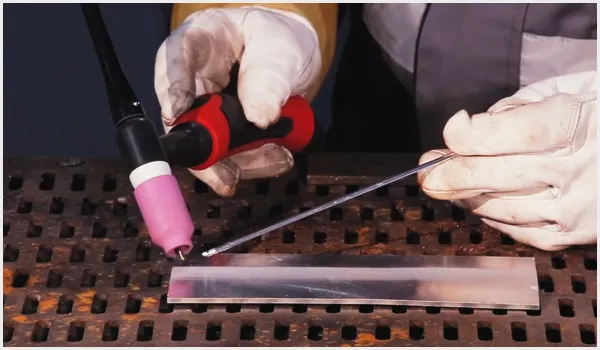
- Поднес горелку к металлической поверхности.
- Нажал на клавишу включения, чтобы появилась искра, и открыл поступление аргона на горелке.

При сварке я поддерживал расстояние не менее 3 мм между кончиком вольфрамового электрода и поверхностью металла. При соединении тонких деталей я перемещал горелку справа налево. Когда мне нужно было сделать широкий сварной шов, я увеличивал расстояние между электродом и металлическими деталями. Когда я хотел сварить корень, я осторожно перемещал конец вольфрамовой горелки. Таким образом, глубина сварного шва уменьшалась.
При сварке TIG необходимо следить за тем, чтобы расстояние между дугой и деталью оставалось неизменным на протяжении всего процесса.
Посмотрите это видео, чтобы узнать больше о сварке TIG:
Необходимое оборудование и расходные материалы

Прежде всего, новичку необходимо знать, что такое сварка TIG.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Это комбинация дуговой и газовой сварки, т.е. используется электрическая дуга и газ.
Важно, чтобы новички сначала ознакомились с оборудованием и необходимыми расходными материалами.
Какой газ применяется

Газ необходим в этом процессе для того, чтобы предотвратить загрязнение воздуха в зоне сварки.
Лучше всего для этой цели подходят инертные газы — аргон и гелий. Аргон тяжелее атмосферного кислорода и вытесняет его из рабочей зоны. На практике сварку выполняют в среде аргона или, реже, в смеси аргона и гелия. Чистый гелий используется редко.
Сварка аргоном осуществляется с подачей газа из баллона, оснащенного манометром, редуктором давления и счетчиком оборотов. Редуктор давления регулирует давление газа на выходе и автоматически обеспечивает постоянный поток рабочего газа. Ротаметр показывает точное количество газа за определенную единицу времени. Манометр показывает давление в баллоне.

Наша документация адаптирована к вашим конкретным условиям и является гарантией того, что процесс сварки будет максимально эффективным и результативным.
Приборы (аппараты) для сварки

Для сварки TIG лучшим выбором для неопытного сварщика является инвертор MMA с функцией TIG, оснащенный осциллятором. С помощью такого инвертора начинающий сварщик может освоить сварку TIG на нержавеющей стали, низколегированной стали и т.д., которые не требуют от новичка особых навыков.
Для алюминия, магния и т.д. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы оснащены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Только опытные сварщики способны использовать их и правильно настроить. Начинающему сварщику полезно прочитать о сварке алюминия TIG на сайте mrmetall.ru.
Сварочная горелка
При работе на малых токах, 50-150А, горелка имеет время для естественного охлаждения — газовое охлаждение. Горелка с водяным охлаждением, встроенным в рукоятку, рассчитана на рабочие токи 200-600А. Вода циркулирует по кабельному каналу от блока до горелки.
Горелка собирается следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется в центр сопла, а по периферии подается аргон.
Ручка горелки крепится к кабельному каналу либо статично, либо с помощью гибкой шейки, что позволяет осуществлять тонкую, непрерывную работу на любой высоте. Кнопка на рукоятке активирует электрод и подачу газа.

Розетки Zang выпускаются с горелкой и без нее. Газовая линза напоминает фильтрующую сетку, что обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно выгодно при работе с нержавеющей сталью и активными металлами. Алюминий и железную сталь можно обрабатывать без газовой горелки. Для начинающих лучше работать с железной сталью и не использовать газовую горелку.
Неплавящиеся электроды
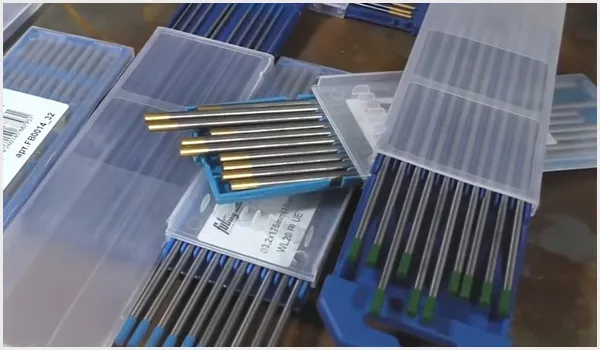
Температура плавления вольфрама выше 3400 градусов Цельсия, поэтому электрод не будет гореть или плавиться при высоких температурах. Электроды выпускаются из чистого вольфрама или с легирующими элементами. Наконечники окрашиваются в различные цвета в зависимости от применения.
Для получения безопасной сварки и стабилизации дуги рабочий конец электрода необходимо время от времени затачивать. При работе с переменным током он должен быть закругленным, при работе с постоянным током — коническим.
Длина заточки составляет примерно 2-3 диаметра электрода. Для обеспечения стабильности дуги опасность от заточного инструмента должна быть вдоль кромки, а не поперек. Перегрев электрода во время заточки недопустим, так как это делает вольфрам более хрупким.
Электроды следует выбирать в соответствии со сварочным током.
Сферы применения
Процесс TIG используется в:
- кораблестроении;
- производстве автомобилей и летательных аппаратов;
- получении деталей различных станков и механизмов;
- изготовлении медицинской техники;
- производстве бытового и профессионального электроинструмента.
Черные металлы, такие как чугун и сталь, могут быть успешно сварены с помощью этой технологии. Можно идеально сварить детали, например, из углеродистой и нержавеющей стали. Присадочный материал для сварки не нужно тщательно подбирать — подходит практически любой материал. Помимо инструментов из чистого вольфрама, можно также использовать структуры, содержащие вольфрам. Чугун должен быть предварительно нагрет. Легированные стали и углеродсодержащие стали можно обрабатывать при условии, что они не подвергаются высоким механическим нагрузкам, а металл должен быть защищен от чрезмерного нагрева.
В последние годы сварка алюминия на постоянном токе TIG практически канула в Лету. Сам процесс характеризуется высокой себестоимостью. По этой причине он применяется в основном там, где к изделию и его соединениям предъявляются высокие требования. Полная обработка возможна только в промышленных условиях. В частном хозяйстве или небольшой лаборатории этот метод обычно вызывает серьезные проблемы.
Медь также сравнительно хорошо сваривается методом TIG. Получается хорошо заметный шов. Обратите внимание на низкую вязкость расплавленной меди и высокую теплопроводность металла. Сильный нагрев меди приводит к образованию тугоплавких деталей, которые являются особенно хрупкими. Вертикальные или рельефные швы невозможны из-за особого свойства металла течь.
Обзор оборудования
Правильный подход к работе:
- инверторный аппарат, оснащенный переходником под газовую смесь, с европейским разъемом, с контролем выходных параметров;
- рукав евростандарта;
- шланги, по которым прокачивается газ из баллона;
- сами эти баллоны;
- газовые редукторы;
- калиброванные и юстированные манометры;
- специализированная горелка;
- присадки (проволока присадочного или специального сварочного типа, максимально близкая по составу к обрабатываемому материалу);
- чистый инертный газ (иногда — комбинация с углекислотой).
Особенно важно выбрать правильные размеры проволоки и присадочного металла. Принципы работы в основном одинаковы:
- если детали в толщину имеют не более 3-5 мм, применяют присадки внешним сечением не ниже 1,2 и не выше 2 мм;
- самые тонкие заготовки обрабатывают с помощью проволок сечением 0,8-1 мм (это гарантированно исключит сквозные прожоги);
- обязательно следует учитывать и величину сварочного тока.
Среди компонентов для сварки TIG важную роль играют используемые электроды. Размер электродных инструментов строго соответствует используемой силе тока:
- при применении электричества не сильнее 50 А можно обойтись диаметром 0,1 см;
- электрод сечением 0,16 см позволяет успешно работать даже при электрической силе до 100 А;
- диаметр 0,32 мм гарантирует полноценную подачу до 300 А;
- а вот для работы с токами еще большей силы нужен электрод величиной 0,42 см.
Помимо инструментов для чисто вольфрамовых электродов, в оснащение современного сварщика обязательно входят дутьевые и лантановые электроды. Следует отметить, что одни электроды предназначены для постоянного тока, другие — для переменного, третьи — универсальные. Этот момент обязательно отражается в маркировке. Сколько нужно электродов, можно определить только с учетом процесса сварки, диаметра стержня, типа тока и других необходимых параметров.
Еще один интересный момент — выбор насадок. Различают сопла классической формы и сопла для газовых горелок. Сопла также различают в зависимости от типа горелки, для которой они предназначены. Чем больше номер фитинга, тем больше фитинг. В международном стандартном обозначении используются диаметры от 4 до 10 (за исключением диаметра 9, который нигде не производится).
Цифры означают диаметр, который измеряется в шестнадцатых долях английского дюйма. В метрических единицах это соответствует 1,588 мм. Стоит также отметить, что керамические сопла могут быть изготовлены не только в обычной, но и в удлиненной форме. Чем больше диаметр, тем толще совместимый электрод. Это связано с тем, что более крупный газовый шов должен быть изолирован. Следует также отметить, что сварка TIG требует ношения защитных перчаток, которые часто изготавливаются из козьей или воловьей кожи. Также широко используется спилковая кожа, т.е. кожа, покрытая теплозащитным слоем. Некоторые перчатки из спилка имеют кевларовое покрытие для усиления защиты. Перчатки из чистого кевлара изготавливаются из параамидных волокон и предлагаются многими крупными производителями. Перчатки из парусины подходят только для легких, кратковременных работ.
Сварочный аппарат TIG: Технология, Применение, Выбор
Аргонодуговая сварка широко используется для соединения деталей. С помощью этого процесса можно добиться отличного качества сварки. Сварка TIG используется не только в строительстве, но и в ремонтных работах. Она также идеально подходит для сварки конструкций.
Процесс TIG используется для сварки деталей с помощью специальных сварочных аппаратов TIG. В этой статье мы расскажем о преимуществах и недостатках технологии, особенностях сварки в аргоновой среде и о том, как выбрать сварочный аппарат TIG.
Особенности технологии
TIG расшифровывается как Tungsten Inert Gas. Этот метод соединения металлических деталей используется на производстве и в мастерских. С его помощью между электродом и деталью создается дуга длиной 2 — 5 мм, при этом область сварки защищается инертным газом (чтобы избежать влияния атмосферного воздуха). Используются вольфрамовые присадочные металлы, которые не расходуются.
В зависимости от соединяемого металла или сплава используется постоянный или переменный ток. Защитный газ подается TIG-сварщиком через горелку, прикрепленную к рукаву. Почти всегда это аргон, поэтому сварку TIG часто называют сваркой в среде инертного газа аргона.
При сварке тонких деталей боковые колебания не обязательны. Горелку следует просто плавно вести вдоль линии, соединяющей детали, и сварной шов будет максимально гладким. Небольшие колебания необходимы только в том случае, если необходимо расширить шов или закрыть зазор. Сварочная ванна растягивается, и на поверхности образуются мелкие хлопья.
Используя температуру дуги от двух до пяти тысяч градусов Цельсия, сварщик TIG эффективно расплавляет края металлических деталей так, что они соединяются вместе, образуя тонкий шов. Для усиления структуры используются присадочные металлы. Присадочная проволока вводится в зону сварки свободной рукой. Таким образом, сварщики могут увеличить высоту валика и добавить прочности соединению. Можно даже обработать поверхность металла для последующей механической обработки (шлифовка, обратная шлифовка) детали.
Защитный газ из баллона в горелке предотвращает образование пор. Это предотвращает образование пор и делает сварные швы прочными и герметичными.
Преимущества и недостатки TIG-сварки
Сварка TIG имеет ряд неоспоримых преимуществ перед другими сварочными процессами. Однако она также не лишена недостатков.
- обеспечивает качественную сварку как нержавеющих сталей, так и цветных металлов;
- заточенный вольфрамовый электрод позволяет делать стыки узкими и аккуратными;
- в процессе работы не появляются брызги металла, прилипающие к поверхности;
- минимальный нагрев обеспечивает минимальное коробление изделия;
- шов не покрывается шлаковой коркой;
- есть возможность сваривать детали, применяя присадку или обходясь без нее;
- получившееся соединение зачастую не требует дополнительной механической обработки;
- соединения отличаются герметичностью и способностью выдерживать высокие нагрузки.
- скорость создания швов ниже, чем у MIG-метода;
- вольфрамовые электроды отличаются дороговизной;
- важны навыки сварщика (сходу взяться за работу, как с полуавтоматами, не получится);
- корпус горелки не дает работать в труднодоступных местах;
- из-за сопла горелки видимость зоны сваривания несколько ограничена (сейчас иногда применяются прозрачные сопла);
- если используется присадка, то нужно подавать пруток постоянно и контролировать его длину (в процессе сваривания длина прута быстро уменьшается, а длинную проволоку неудобно держать в руке);
- необходимо дополнительно потратиться на покупку защитного газа;
- невозможно нормально работать вне помещения в ветреную погоду (инертный газ сдувается, а зона электросварки начинает взаимодействовать с окружающим воздухом).
Для чего применяются TIG-устройства?

Сварка TIG используется для соединения деталей из алюминия, титана или легированной стали. Она используется для ремонта треснувших деталей автомобиля: радиаторов, картерных банок и т.д. Аппараты TIG используются для изготовления контейнеров из листового металла для хранения различных продуктов.
Такие сварочные аппараты можно встретить на многих автозаправочных станциях, поскольку без них не обходится ни один серьезный кузовной ремонт. Почти в каждом доме есть кухонная утварь и полотенцесушители, детали которых соединяются с помощью процесса TIG.
Особенности выбора TIG-аппарата
Аргонодуговые сварочные аппаратыобычно работают от напряжения 220 или 380 В. Для бытового использования достаточно первого варианта. Если вы часто путешествуете со сварочным аппаратом или вынуждены работать на высоте, лучше приобрести более легкую модель (4-8 кг).
При выборе также следует учитывать следующие параметры:
1. тип свариваемого металла и сила тока. Выберите постоянный ток, если вы хотите работать с титаном, железными сталями, медью, нержавеющей сталью или чугуном. Для сварки алюминия требуется переменный ток. 2. сила тока. Чем больше диапазон силы тока, тем больше деталей различной толщины вы можете сварить. Для очень тонких деталей вам потребуется мешалка с малой силой тока. 3. 3 Наличие функции импульса. Это решение было разработано для улучшения качества сварки тонких деталей. Технология основана на чередовании двух сварочных токов с определенной частотой. 4. активное время. Выражается в процентах и показывает, как долго аппарат аргонной сварки может работать без выключения. Если значение составляет, например, 70 %, то при максимальном токе сварочный аппарат будет работать 7 минут, а в состоянии «покоя» — 3 минуты. 5. полезные дополнительные функции. Они служат для облегчения рабочего процесса. Например, HF (высокочастотный поджиг дуги) делает запуск легким и плавным, так как зажигает дугу без контакта со свариваемой поверхностью. Режим Mix-Tig обеспечивает более глубокое проплавление и эффективное удаление оксидного слоя с поверхности — вы можете обрабатывать алюминий толщиной до 1,5 раз больше по сравнению со стандартным режимом AC. Существует еще много различных режимов
Для сварки этим методом вам также необходим сам сварочный аппарат TIG:
1. 1. Обычно он поставляется вместе со сварочным аппаратом, но может не входить в комплект поставки аппаратов высокого класса. Это может быть как вентильная, так и кнопочная горелка. При покупке обратите внимание на длину шланга.
2. вольфрамовый электрод. По цвету наконечника можно определить, для какого металла подходит расходный материал. Электроды синего цвета наиболее универсальны. Также выбирайте диаметр элемента в зависимости от силы тока и глубины проникновения.
3. баллон с редуктором давления. Для периодического использования достаточно емкости в 10 литров. Для использования в мастерских или гаражах покупайте более крупные баллоны емкостью 40-150 литров.
Использование переменного и постоянного тока
Сварочный аппарат TIG может работать на переменном или постоянном токе. Возможность изменения режима работы позволяет работать с различными металлами.
Работа с постоянным током
- возможность большой глубины прогрева, что повышает прочность соединений и позволяет сваривать толстые детали;
- высокая скорость процесса;
- высокая рентабельность использования сварочного оборудования.
Использование переменного тока
Подключение осуществляется в обратной полярности. В произвольном режиме плюс и минус меняются местами. Техника подходит для обработки сложных металлов.
Режимы TIG-сварки
- автоматический (осуществляется сварка с поддувом в автоматическом режиме, аппарат контролирует траекторию перемещения электрода и подачу присадки);
- в полуавтоматическом (контроль за траекторией движения электрода осуществляет мастер, подача присадочной проволоки осуществляется в автоматическом режиме);
- ручной (оператор полностью контролирует процесс).
Следует отметить, что покрытые электроды не используются для ручной сварки. В этом случае высокий температурный диапазон создается дугой. Покрытые электроды не могут обеспечить необходимый уровень защиты. При высыхании элемента на нем скапливается водород, содержание которого в сварочной ванне приводит к ухудшению качества шва.
Область применения TIG-сварки
- в самолетостроении и в ракетостроении;
- в судостроении;
- для изготовления различных видов техники, в том числе, медицинской аппаратуры;
- при изготовлении инструментов и т.д.
Технология позволяет сваривать различные типы черных металлов. Например, чугун можно сваривать с деталями из нержавеющей стали. При сварке черных металлов вместо вольфрамовых электродов можно использовать электроды из чистого вольфрама. Также нет высоких требований к присадкам. Обратите внимание, что чугун необходимо предварительно подогревать, а при сварке легированных и углеродистых сталей следует избегать перегрева металла.
TIG-сварка цветных металлов используется только в тех случаях, когда требуется высокое качество швов. В противном случае она не используется из-за высокой стоимости сварки. Сварка цветных металлов также возможна только в промышленных условиях.
Сварка TIG также используется при работе с медью. Здесь необходимо учитывать текучесть металла, которая увеличивает теплопроводность. Сильный нагрев приводит к образованию тугоплавких элементов, которые являются более хрупкими. Если тщательно соблюдать все инструкции, то при сварке меди получится чистый и аккуратный шов.
У вас есть вопросы? Мы будем рады ответить на них!
Ваша заявка успешно отправлена. Мы свяжемся с вами в ближайшее время.
Произошла ошибка. Пожалуйста, попробуйте еще раз.
- Швеллер и двутавр: отличия и области применения 10-04-2023 Швеллер и двутавровая балка – виды металлопроката, которые отличаются повышенной прочностью. Оба элемента нередко используют в строительстве в качестве несущих конструкций, для производства .
- Отводы стальные: виды, характеристики, область применения 06-04-2023 Отводы стальные – вид трубного проката, который предназначен для изменения направления потока. Эти изделия изготавливают на трубогибочных станках, что позволяет сделать изгиб с необходимыми .
- Дюралюминий: состав сплава, его свойства и применение 03-04-2023 Дюралюминий — металл, состоящий из алюминия и добавок, повышающих эксплуатационные характеристики металла. Дюралевый прокат используется в различных областях промышленности, металл отличаетс.
196084, Санкт-Петербург, Лиговский пр. 254 лит.В оф. 300







