Тем не менее, подобный метод приводит к заметному растяжению конструкции трубы по внешнему радиусу изгиба, что в свою очередь создает риски уменьшения толщины стенок и возможного их повреждения. Особенность арбалетного метода заключается в том, что он не является подходящим для изгиба труб с тонкими стенками.
Как изготовить профилегиб самостоятельно
При создании участка или подготовке к дачно-огородному сезону возникает необходимость в изготовлении дуг из профильной трубы. Эти дуги могут понадобиться для построения теплицы, беседки или навеса. Приобретение уже готовых гнутых дуг может существенно ударить по карману — цена на них может вдвое превышать стоимость прямого проката. Выходом из данной ситуации является изготовление таких дуг своими руками. Для упрощения процесса, ведь выполнять сгиб вручную — очень физически тяжёлое дело, необходимо создать трубогиб для профильной трубы. Для его изготовления потребуются швеллера или уголки, прокатные ролики и другие компоненты. Из инструментов вам понадобятся: болгарка с отрезным диском по металлу, сварочный аппарат и линейка.
Станок для гибки профильной трубы имеет специфическую конструкцию, отличающуюся от обычных. Это объясняется, во-первых, необходимой повышенной устойчивостью профиля к изгибающим нагрузкам, а во-вторых, необходимостью создания большого радиуса изгиба. В конструкции присутствует три ролика: два фиксированных и один подвижный, который позволяет менять радиус кривизны. Существует два типа трубогибов для профильной трубы: с подвижным средним роликом и с крайним (правым или левым в зависимости от предпочтений).

Конструкция трубогиба со средним подвижным роликом
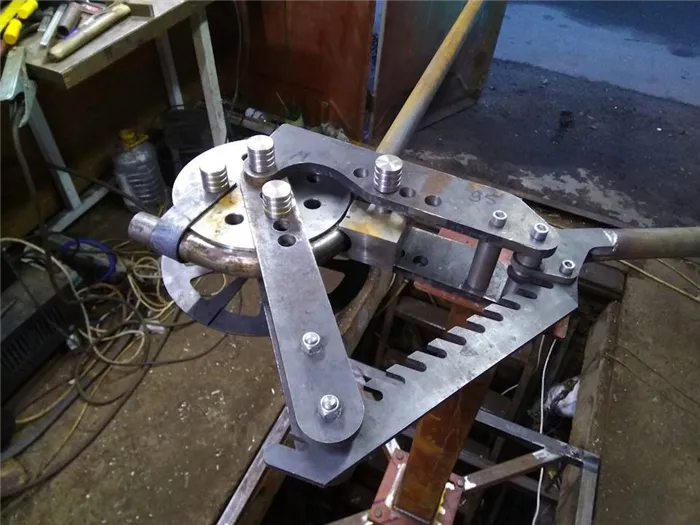
В данной конструкции два крайних ролика фиксированы на корпусе и немного приподняты над основной плоскостью основания. Для среднего ролика изготавливается специальная П-образная станина. В центральной части ее перемычки располагается длинный прижимной винт большого диаметра, к нижнему концу которого крепится третий валик (путем сварки). Поворачивая этот винт, валик может опускаться или подниматься, тем самым изменяя радиус изгиба профильной трубы.

К одному из неподвижных роликов приваривается «тучка», которая используется для прокатывания трубы через станок. Чтобы минимизировать усилия, прикладываемые к прокатке, два неподвижных валиков соединены цепью. Для эффективной передачи крутящего момента к валикам к ним привариваются звездочки (например, от велосипедов), для чего подбирается соответствующая цепь. Такой довольно простой механизм значительно упрощает процесс гибки профильной трубы.
С конструкцией крайним подвижным валиком
В этой версии подвижным является правый или левый ролик, который двигается вместе с частью основания. Эта мобильная часть соединяется с остальной конструкцией через мощные металлические петли.
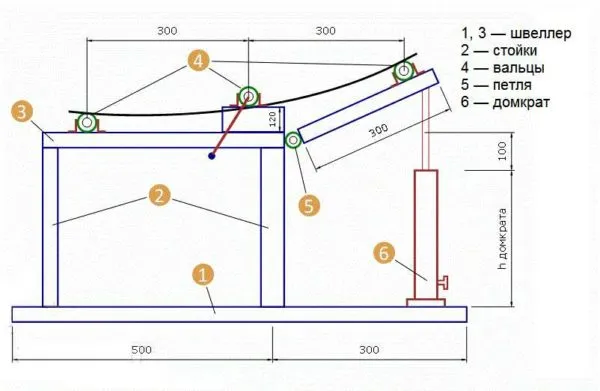
Регулировка высоты выполняется с помощью домкрата, как представлено на чертеже. Высота платформы выбирается в зависимости от высоты используемого домкрата. Изменение радиуса изгиба осуществляется подъемом подвижной части столика.

В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в действие с центрального валика — к нему прикрепляется ручка. Для уменьшения необходимых усилий дополнительно можно приварить звездочку к неподвижным валикам и передавать крутящий момент при помощи цепи.
Необходимые материалы и нюансы конструкций
Выбор материалов для основания трубогиба осуществляется с использованием швеллера или двух сваренных уголков. При этом толщина полочек должна составлять не менее 3 мм, а ширина полок и спинки швеллера подбираются в зависимости от имеющихся деталей. Главное правило — основание должно быть массивным и прочным.
По краям платформы целесообразно сделать несколько отверстий. Это позволит зафиксировать станок к тяжелой основе при помощи саморезов большого диаметра, что необходимо, так как при изгибе труб с толстостенными стенками потребуются значительные усилия. Удобнее всего будет работать с прочно закрепленным устройством.

Теперь несколько слов о роликах. Они должны быть изготовлены из качественной стали, желательно закаленной, так как именно на них и на осях, удерживающих их, оказывается основная нагрузка.
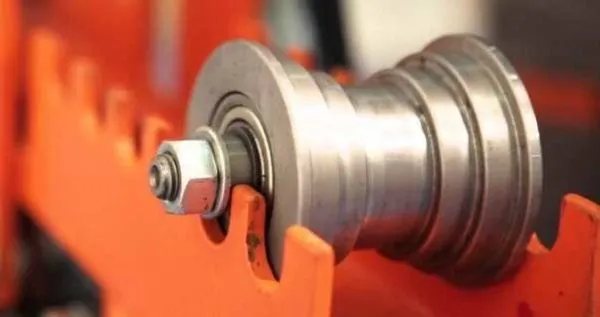
Следует обратить внимание на форму роликов: они не должны быть гладкими, а по краям должны иметь валики, чтобы предотвратить перемещение трубы во время прокатки. Только при таких условиях полученная дуга из профильной трубы будет ровной и не будет иметь закручиваний. Для каждого размера трубы желательно изготавливать свои ролики, однако это усложняет конструкцию, так как необходимо предусмотреть съемные детали и надежные способы их крепления. Альтернативный вариант — создать ролики сложной формы, например, с несколькими ступенями для разных размеров труб.
На изображении видно, что верхняя часть станины имеет не ровную, а зубчатую поверхность. Используя такие зубцы, можно регулировать положение роликов на разном расстоянии, что также позволяет изменять радиус изгиба.
В общем и целом, самодельные гибочные станки для профильных труб собирают из подручных материалов или то, что доступно для покупки по низким ценам. Те, кто имеет возможность, вытачивают ролики и вставляют подшипники, тогда как те, у кого такой возможности нет, могут использовать наличие простых втулок от велосипедных колес. В целом задача заключается в понимании общей конструкции и ее функциональности.
Самодельный трубогиб – простота и экономия
Необходимость согнуть стальную трубу под определённым углом с нужным радиусом возникает достаточно редко. Однако если такая задача имеет место, отсутствие специализированного оборудования может превратить ее в серьезную проблему.
В случае с трубами круглого сечения иногда можно использовать фитинги, однако для прямоугольных и квадратных труб подобных решений не существует, предлагается лишь крепеж на болтах.
Пытаться задавать изгиб трубе через сварку отдельных сегментов — не самый оптимальный подход, так как это трудоемко и чаще всего ненадежно.
Самым технологически проверенным вариантом на протяжении нескольких десятилетий остается трубогиб, который позволяет сгибать трубы любых сечений без ущерба для их качественных и эксплуатационных характеристик.
Создать такой компактный станок с механическим приводом своими руками, конечно, трудоемко, но эта затрата времени оправдана. Стоимость закупаемого трубогиба невысока — минимальная цена в магазинах обычно начинается от нескольких тысяч рублей. Однако в такой ситуации сложно гарантировать качество и срок службы инструмента.

Что потребуется для самодельного трубогиба
Самодельный станок, как минимум, на 50% будет состоять из подручных материалов. Вам обязательно что-то найдется в личных запасах или у соседей в гараже. Заказывать, скорее всего, потребуется лишь 8 подшипников серии 303, которые выполняют роль валов, исключая необходимость в токарных работах. Они стоят недорого, и при минимальных усилиях их можно найти еще дешевле. Если и потребуется докупать какое-либо железо, то это будет стоить значительно меньше, чем готовый трубогиб в магазине.
К необходимым материалам относятся: отрезок швеллера 80х40 мм, стальной уголок 25х25 мм, профильная труба 20х20 мм, строительная шпилька диаметром 18 мм, 6 шайб М18 с увеличенным внешним диаметром – 56 мм, 9 гаек на 18 и еще некоторые мелкие детали, которые уточнятся в процессе сборки.
Основные инструменты: болгарка, сварочный аппарат, дрель.
1. В качестве основы конструкции используем швеллер 80х40 мм. Размечаем и отрезаем заготовку длиной около 40 см.


3. Болгаркой частично снимаем резьбу со шпильки, так чтобы она свободно, но плотно могла увязываться с подшипниками, у которых внутренний диаметр составляет 17 мм.

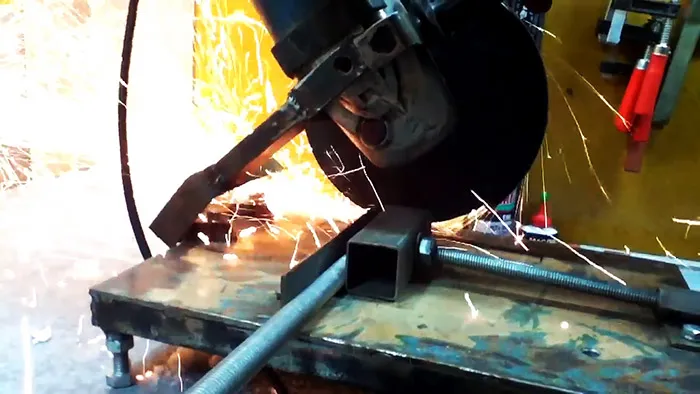
4. Используя дисковую пилу или болгарку отрезаем от шпильки три отрезка, которые послужат для изготовления роликов. Длину выбираем с запасом (примерно 100-120 мм), учитывая ширину шайб, подшипников и гаек. Лишнее потом уберем.
5. С помощью оправки и молотка придаем небольшую конусность шайбам – в пределах 1 мм, что позволит обеспечить свободное вращение роликов.



8. При помощи электрической сварки точечно фиксируем элементы ролика.

10. Размечаем и вырезаем из уголка 25х25 мм четыре отрезка длиной 25 см для изготовления направляющих ведущего и прижимного роликов.

11. Привариваем отрезки уголков к основанию из швеллера, соблюдая зазор для оси ведущего ролика (вала).
Принцип работы трубогиба
Сгибание профильной трубы происходит по принципу вальцевания или проката. Для этих целей можно использовать простые, подручные методы, предназначенные для сгибания труб малого сечения, которые не требуют создания сложных механизмов.
К этим методам относятся:
- Заполнение песком. Для этого внутри заготовленной трубы засыпают мелкий, высушенный и просеянный песок. Оба конца закрываются пробками. Затем трубу можно изгибать по заранее подготовленному шаблону. При необходимости место изгиба прогревают с помощью паяльной лампы или газовой горелки до покраснения. Однако данный метод требует значительных усилий, малопроизводителен и отличается низким качеством и точностью.
- Заполнение водой. Этот способ подразумевает предварительное замораживание воды. Для этого труба закупоривается с одного края пробкой, заполняется водой и помещается в морозильник. Важно не закрывать оба конца, так как это может привести к разрыву трубы при расширении льда. Замороженный профиль затем гнется по шаблону. Этот метод подходит для тонкостенных медных и алюминиевых труб.
- Использование пружины. Из металлической проволоки завивается спираль, размеры которой должны быть меньшими на 3-5% по сравнению с внутренним сечением трубы. Пружина помещается внутрь, после чего труба может быть согнута, используя шаблон. После завершения процесса данная пружина извлекается, выправляется и может быть использована повторно.
- Сварка и резка. Этот метод есть смысл использовать в тех случаях, когда радиус изгиба минимален, а труба обладает толстыми стенками. С внутренней стороны запланированного изгиба, основываясь на предварительных геометрических расчетах, вырезаются сегменты с помощью болгарки. Затем труба наклоняется до нужного радиуса, а соединенные стороны срезов завариваются при помощи сварочного аппарата. Для достижения эстетичного вида швы шлифуются болгаркой.
- Самый простой способ – сгибание труб с использованием шаблона. Этот метод подходит для изготовления большого количества заготовок одного типа. Для таких шаблонов используются деревянные доски толщиной не менее 2-3 см. На краях готового образца устанавливаются ограничители (бортики) из любого подходящего материала, чтобы профиль во время работы не выпал. После фиксации системы к полу или другой плоскости, определяют упор для металлопрофиля. Вставив его между упором и шаблоном, аккуратно нажимают на противоположный конец, обеспечивая равномерное давление по всей поверхности. Для удобства можно вращение профиля с помощью дополнительного рычага или лебедки. Этот метод подходит для профиля диаметром не более 1 дюйма. Если используются профили большего диаметра, вместо деревянных шаблонов лучше применять заготовки из арматуры, фиксированные в бетонированной основе, чтобы выдерживать нужный радиус.
Преимуществом подобного метода является его невысокая стоимость и простота исполнения, однако точность и качество получаемых заготовок зачастую находятся на низком уровне. Кроме того, каждый раз при необходимости изгиба иной радиус потребуется создавать новый шаблон. Этот вариант особенно эффективно применять для гибки алюминиевых и медных труб.
Предложенные выше методы основываются на использовании мышечной силы, поэтому подходит только для тонкостенного профиля малой прочности. Для труб большего диаметра необходимы специализированные станки с электрическим механизмом. Однако это не значит, что обязательно нужно приобретать производственный станок — ручной механизм можно легко собрать самостоятельно.
Разновидности трубогибов
Согласно условиям эксплуатации, трубогибы делятся на неподвижные (стационарные) и ручные. Стационарные конструкции чаще всего используются на заводах, в то время как ручные устройства, сделанные своими руками, больше подходят для бытовых нужд.
В зависимости от типа привода трубогибы можно классифицировать на несколько основных видов:
- Гидравлические (используется гидродомкрат). Они могут быть как стационарными, так и ручными. Позволяют сгибать трубы диаметром до 3 дюймов. Чаще всего такие станки встречаются в специализированных производственных условиях, поскольку они могут выполнять большие объемы работ.
- Механические. Создаваемое давление образуется вручную с помощью основного винта или рычага.
- Электрические. Процесс изгиба осуществляется с помощью электродвигателя, подходит для труб как с тонкими, так и с толстыми стенками. Благодаря автоматизации процесса на таких станках можно производить точные расчеты угла изгиба, что способствует недопущению деформаций.
- Электрогидравлические. В таких конструкциях гидроцилиндр работает в связке с электродвигателем.
Трубогибочные машины классифицируют по возможностям сгибания труб в соответствии с их диаметрами — до 16 мм, 20 мм, 32 мм, 50 мм, 76 мм и далее.
Существует множество способов изгиба труб.
На основании этого трубогибы делят по методу изгиба на:
- Сегментные. Они имеют специальное устройство, которое тянет и изгибает заготовку под нужным углом вокруг сегмента.
- Арбалетные трубогибы. Такие станки оборудуются специальным механизмом, состоящим из изгибающего элемента.
- Пружинные устройства. Они снабжены пружинами. На таких станках можно обрабатывать детали, выполненные из металлопластика.
- Дерновые. Эти трубогибы содержат направляющую, которая помещается внутрь трубы перед началом работы. Этот элемент помогает предотвратить деформацию и сплющивание детали. Такие станки пригодны для изготовления автотруб и для изгиба алюминиевых труб.
- Безворсовые. На таких устройствах гибка осуществляется за счет наматывания детали на гибочный ролик.
Для труб разной длины используют устройства двух типов:
- Рычажные станки;
- Прокатные устройства.
Наиболее часто в использовании встречаются именно рычажные устройства. Также в производственных процессах применяются дерновые и арбалетные трубогибы. В работе таких станков задействуются два направляющих ролика и нажимной шаблон (дорон). Такой механизм позволяет осуществлять холодную обработку круглых металлических труб на мелких участках. Благодаря малым габаритам арбалетный трубогиб, который получил свое название за схожесть конструкции с арбалетом, является распространенным выбором среди профессиональных монтажников технических систем.
Однако данный метод приводит к значительному растяжению трубы по внешнему радиусу изгиба, что может повлечь за собой уменьшение толщины стенки и потенциальный её разрыв. Особенно это вызывает затруднения при использовании арбалетного способа для изгиба труб с тонкими стенками.
Для производственной необходимости создания большого объема однотипных деталей с небольшим радиусом изгиба можно воспользоваться трубогибом-улиткой. Это устройство состоит из двух шкивов (колес) различных диаметров, установленных на валах. Один конец трубы крепится на большом колесе, в то время как другой конец обрабатывается меньшим схожим колесом при оказании давления, что приводит к изгибу трубы под формой большого шкива. Недостатком данного метода является невозможность получения закруглений большего радиуса.
Сборка ручного трубогиба самостоятельно
Если планируется изготовление трубогиба специально для работы со стальными трубами, достаточно собрать простой рычажный механизм. Для этого потребуется подготовить вал круглого профиля, прижимной ролик, лист металла толщиной 8 мм и элементы крепления.
Процесс изготовления представляет собой последовательность следующих этапов:
- Подготовьте заготовки для вилки, размер которой определяется расстоянием между колесами. Из металлического листа вырезаются станина, крышка для вала, упор и подставка, а также прямоугольные пластины с отверстиями по краям.
- Выполните отверстия в крышке и станине для крепления вала.
- Произведите сварку упора и станины, подставки для крышки. Все сварные швы должны быть отшлифованы.
- Закрепите вал и крышку с помощью гаек с обеих сторон.
- Прикрепите прямоугольные заготовки гайками. Между пластинами будет находиться ролик.
- Сварите пластины вилок, между которыми расположена заготовка из швеллера.
Завершение процессов сборки включает в себя прикрепление ручки, выполненной из металлического профиля.
Деревянный трубогиб
Изготовление деревянного трубогиба представляет собой простую и легкую конструкцию, с которой сможет справиться даже тот, кто не имеет специального опыта и знаний. Для сборки понадобятся плотные доски, толщина которых должна быть больше диаметра трубы.
Готовую заготовку фиксируют на прочной основе: рекомендуется использовать стол или стенку. В качестве дополнительного упора могут использоваться деревянные бруски.
Принцип работы такого трубогиба достаточно прост: изделие помещается между верхним бруском и деревянной заготовкой. При нажатии на него материал изгибается в соответствии с заданным радиусом. Важно обратить внимание, чтобы труба свободно проходила в проеме.
Такое устройство отлично подходит для работы с алюминиевыми и стальными трубами.
В качестве альтернативы можно рассмотреть возможность создания трубогиба из трубы и гаек. Другой простой и легкий вариант может быть реализован из жесткой круглой трубы с гайками, которые будут закреплены в основании.
Чтобы трубогиб работал эффективно, гайды должны быть правильно подобраны: размер внутренней резьбы должен превышать диаметр сгибаемой трубы не менее чем на 30%. Рекомендуется использовать стальной прут в качестве рукоятки, чтобы избежать деформации в процессе давления.
С таким устройством справится один человек, оно позволяет сгибать трубы диаметром до 3 см, несмотря на легкость конструкции и простоту сборки.
Для изгиба трубы потребуется:
- Создать шаблон изгиба из проволоки.
- Провести замеры шаблона и аккуратно перенести их на трубу, избегая ошибок.
- Установить круглую трубу на жесткой поверхности.
- Вставить заготовку в гайку устройства. Важно, чтобы направление трубы совпадало с ранее выполненными замерами.
- Прижать трубу, находящуюся на основании, как можно плотнее к поверхности, и сгибать другой край, подтягивая рукоятку устройства к себе. Максимальный угол изгиба, который можно добиться с помощью этого станка, составляет 10 градусов.
Для достижения оптимального результата необходимо перемещать трубу через отверстие гайки и повторять процедуру необходимое количество раз.
Купить комплект крючков в любом строительном магазине, рекомендовано выбирать изделия из качественной стали. Закрепить их на основании, выдерживая шаг между деталями не более 5 см. Точное расстояние определяется размером профильной трубы, которая будет подлежать сгибу. В результате получится полукруглый шаблон. Для достижения ожидаемого результата желательно использовать дополнительный упор с одной стороны трубогиба.
Порядок использования данного устройства аналогичен принципу работы деревянного трубогиба, но различие заключается в том, что для труб разных диаметров не нужно создавать новые шаблоны — достаточно только увеличить или уменьшить расстояние между крючками.
Рекомендации на основе личного опыта
- Для сгибания группы труб с минимальной погрешностью полезно использовать риску — отметку как визуальный ориентир и дополнительно фиксировать количество оборотов (качков) домкрата и количество протяжек трубы в обе стороны. Это значительно повысит точность!
- Рекомендуется выполнять сгибание под небольшими углами и делать несколько проходов. В противном случае можно повредить металл. Кроме того, физически сложно выполнять работу с большим усилием.
- Ошибки радиусов, полученные при гибке, легко исправить при сборке самой конструкции теплицы. В момент монтажа поперечных ребер жесткости помощник может поджимать дугу, что позволит вам захватить ее на сварку.
- Не перенапрягайте и не перегибайте! Исправлять изгиб трубы, с которой перестарались, крайне сложно. Лучше перестраховаться и свериться с шаблоном или отметкой еще раз.
- Работу значительно упрощает периодическое впрыскивание смазки; в нашем случае использовалась обычная силиконовая смазка, а когда она пришла в негодность, применялась WD-40.
Как видно, без наличия специальных знаний и сложного оборудования можно самостоятельно, в короткие сроки и бюджетно собрать трубогиб для гибки профильной трубы с достаточно точными результатами, подходящими для строительства объектов на дачном участке.
С помощью данного устройства была согнута 6-метровая профтруба 40х25 в количестве 7 шт, конечный результат частично можно видеть на представленном фото:
Временные затраты одного человека составили около полудня, так как вращение рукоятки требовало определенных физических усилий.
Для уменьшения усилия гибки в условиях массового производства труба в месте изгиба нагревается токами высокой частоты (ТВЧ) или внутри заготовки создается внутреннее гидростатическое давление.
В нашем случае процесс значительно проще: мы используем смазку и кручение.
Если у вас остались дополнительные вопросы, вы можете связаться с нами через социальные сети или по электронной почте, адреса которых можно найти на странице «О сайте».
Следующее видео наглядно демонстрирует устройство, работающее по аналогичному принципу.
Ещё одна конструкция, заслуживающая внимания
Если вы внимательно изучали доступные приспособления для гибки, вам наверняка известен и этот механизм. В этом устройстве деформация трубы происходит за счет усилия, создаваемого прижимным роликом.
По представленному чертежу изготавливается один из самых бюджетных промышленных вариантов, который без труда можно приобрести в любом строительном магазине.
Среди самодельных устройств, выполненных по этому принципу, встречаются варианты с цепной передачей, через которую движение передается на оси всех роликов. Такой подход имеет свои плюсы — на любую из осей можно установить электродрель, что позволит выполнять достижение нужного радиуса без усилий Muscles.
Обратите внимание, как люди изобретают способы гнуть сразу по две трубы за один проход!