При углубленном рассмотрении, качественный шов должен обладать одинаковыми высотой и шириной на всей своей длине. Это обеспечивает равномерное распределение нагрузок по всем участкам соединения.
Катет сварного шва: правила расчета и выбора
Катет сварного шва, наряду с другими важными параметрами, такими как высота, длина, ширина и прочие, имеет решающее значение для качества всего соединения. Правильный расчет катета определяет прочность стыка и его способность выполнять назначенные эксплуатационные функции на протяжении длительного времени.
Хотя на первый взгляд расчет катета может показаться простым, здесь имеются определенные нюансы и сложности. В данной статье мы подробно рассмотрим значимость этого параметра, способы его вычисления, а также проанализируем распространенные ошибки, связанные с выбором величины катета сварного шва.
Определение катета сварного шва
Процесс сварки обеспечивает создание прочного соединения на металлических изделиях, способного служить долгие годы, однако для формирования качественных швов необходимо учитывать ряд норм и требований. Важность катета сварного шва заключается в том, что именно он позволяет тяжелым металлоконструкциям крупных размеров безопасно справляться с постоянными эксплуатационными нагрузками.
Прежде чем углубляться в выяснение методов определения катета сварного шва, следует точно разобраться в самом понятии и функциях, которые он выполняет в конструкции.
Корректно выполненное угловое сварное соединение в профильном разрезе имеет форму равнобедренного треугольника. Катет, в данном случае, – это расстояние от одной стороны стыковки до другой. Проще говоря, катетом называется длина плоскости наибольшего треугольника, у которого равны стороны и который не выходит за пределы поперечного сечения.
Оптимальный размер катета непосредственно влияет на прочность сварного шва. Если катет имеет минимальную величину, не стоит рассчитывать на высокую прочность данного соединения, так как малая площадь сечения будет недостаточна для удержания нагрузки.
При этом, если размер катета чересчур велик, это может привести к деформации металла из-за увеличенного объема наплавленного материала. Кроме того, увеличенный катет подразумевает более высокие энергозатраты в процессе сварки.
Типы швов и геометрия угловых соединений
Сварочный шов образуется непосредственно в месте соединения деталей, и его формирование происходит за пределами расплавления и последующего остывания металла. Все сварочные швы можно разделить на два основных типа: стыковые и угловые, различие между которыми заключается в пространственном размещении двух деталей.
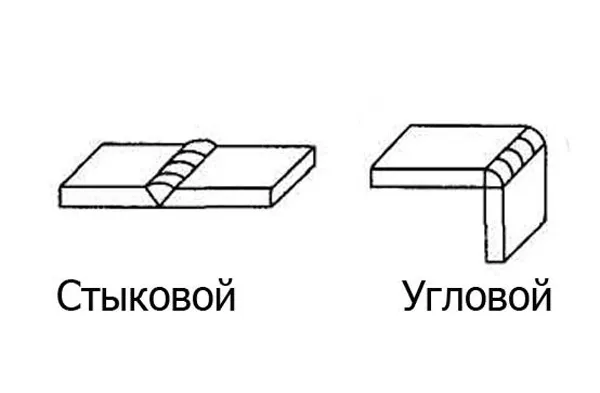
Стыковые швы используются для соединения двух элементов с их торцами в одной плоскости и чаще всего выполняются в горизонтальном положении. Угловые сварные соединения же образуют угол между двумя деталями, наиболее распространённым случаем является прямой угол в 90 градусов. Производными таких соединений являются двутавровые виды, которые могут быть представлены в форме буквы «Т». Основные характеристики угловых сварных соединений включают толщину, выпуклость, высоту и сам катет шва. Давайте разберем, что обозначают эти параметры.
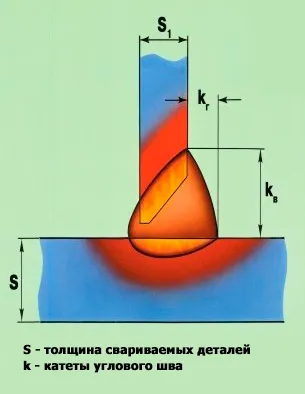
— **Толщина** шва включает в себя как высоту, так и выпуклость. Иными словами, это наибольшая глубина провара элементов от их стыка до самой выпуклой части.
— **Высота** характеризует расстояние от начальной точки соединения до его гипотенузы (то есть прямой линии, соединяющей крайние кромки шва).
— **Выпуклость** представляет собой длину от гипотенузы до самой высокой выпуклой точки.
— **Катет** – это расстояние от кромки шва до поверхности соседней детали.
Итак, почему же так важен расчет катета сварочного углового соединения и на что именно он влияет?
Зачем нужен расчет катета
Может показаться, что расчет катетов углового сварного соединения не является критически важным элементом, и достаточно просто увеличить размер наплавки. Однако на величину катета влияет множество нюансов, и от этого параметра зависят все другие прочностные характеристики соединения. Увеличение катета внешне может показаться подходящим способом обеспечения прочности, однако более широкий катет влечет за собой увеличение площади нагрева деталей и объем наплавленного металла, что может привести к заметной деформации всего изделия.
Швы чрезмерной ширины влекут за собой более высокие расходы на расходные материалы, что бывает недопустимо в массовом производстве. Рассмотрение катета становится особенно важным в случаях сварки элементов с различной толщиной, где необходимо учитывать параметры более тонкой заготовки. Узкие швы могут быть недостаточно прочными для общего соединения, что особенно критично при выполнении сварки для несущих конструкций и перекрытий, подверженных постоянным нагрузкам.
Катет является важнейшим аспектом для создания прочного и качественного соединения деталей, расположенных под углом. Но как же рассчитать оптимальное значение и какие подходы можно использовать для этого?
Что такое катет сварочного шва
Катет шва — это две стороны треугольника, расходящиеся от прямого угла, аналогично тому, как это определено в школьной геометрии. В идеале, чтобы треугольник обладал равнобедренной формой, необходимо, чтобы равные части наплавленного металла распределялись равномерно по обеим сторонам. Это обеспечивает надежное удержание деталей и высокую прочность соединения.
Понятие катета сварного шва применимо ко всем методам сварки. Достичь определенного катета возможно при использовании сварки покрытым плавящимся электродом (MMA), полуавтоматической сваркой (MIG/MAG), а также неплавящимся вольфрамовым стержнем и горелкой для аргонодуговой сварки (TIG). В угловом и тавровом соединениях всегда присутствуют два катета (один на вертикальной, другой на нижней поверхности заготовок), и для удобства их иногда обозначают как К1 и К2. В качественном шве эти величины должны быть равны.
Выбор катета
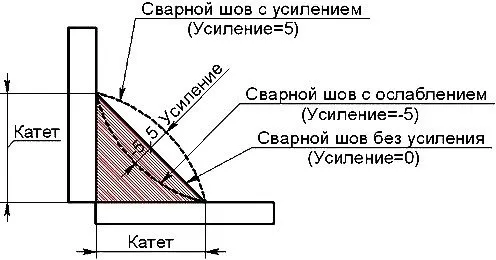
Сама поверхность сварочного шва в угловых соединениях может быть следующего типа:
- Выпуклая – валик выходит наружу и иногда превышает длину самого катета. Визуально такой шов выглядит массивным, но избыточное количество наплавленного металла может приводить к образованию внутренних напряжений, повышая риск деформации, особенно если стенки имеют толщину 2-3 мм.
- Вогнутая – поверхность шва деформирована внутрь и располагается ниже высоты катета. Для получения такой формы необходимо увеличить силу тока и ускорить движение электрода или горелки. В случае использования полуавтомата стоит также повысить индуктивность для более плавного процесса отделения капли, что увеличивает глубину проплавления и способствует образованию вогнутой поверхности шва.
- Ровная – между сторонами углового соединения находится практически ровная, наклонная плоскость поверхности шва. Данный вариант встречается реже, но вполне возможен. Он более удобен для механической обработки стыков, поскольку в этом случае требуется минимальная обработка избыточного наплавленного металла, и шлифовальная машина может обрабатывать всю поверхность сразу.
Под катетом в каждом случае подразумевается длина на горизонтальной части заготовки и высота на вертикальной части заготовки, начинающаяся от корня шва. Другими словами, это расстояние от кромки, которая является внешней границей, до поверхности соседней детали.
Сначала может показаться, что чем больше катет, тем лучше, но это ошибочное мнение. Увеличенный катет сварного шва создает дополнительные напряжения в соединении и может приводить к его выворачиванию. При расширении площади нагрева детали может произойти заметное искривление. Большой катет также всегда означает перерасход материала (электродов, сварочной или добавочной проволоки) и повышение времени на выполнение работ. Сварка шва с большим катетом требует длительного удержания дуги в одном месте, что может привести к выгоранию легирующих элементов и более быстрой коррозии. Поэтому правильный расчет катета является необходимым для каждой конкретной конструкции.
Как определяется катет сварного шва?
Сварочное соединение позволяет создавать конструкции из металлов практически любой сложности, при этом прочность изделия гораздо выше при адекватной защите от коррозии. Для получения качественного шва сварщику необходимо учитывать множество нормативных требований и предписаний.
Прежде всего, следует разобраться, что такое катет шва. При технологически правильном выполнении углового соединения оно принимает форму равнобедренного треугольника, и длина линии, соединяющей два угла этого треугольника, называется катетом. Иными словами, это длина плоскости, образованной упомянутым треугольником, который обладает равными сторонами и не выходит за границы сечения соединяемых деталей.

Эксперты утверждают, что размер катета напрямую влияет на прочность сварного соединения. Это связано, в первую очередь, с площадью сечения, которая имеет прямую зависимость от толщины шва. Однако если шов будет слишком толстым, это не только негативно скажется на качестве материалов, но и приведет к избыточным затратам на ресурсы.
Как осуществляется расчет катета сварного шва?
Чтобы определить оптимальные параметры, необходимо выполнить несколько простых расчетов. Для этого можно использовать следующее уравнение: T = S × cos45°, где
T – величина катета, которую нужно вычислить;
cos45° – коэффициент, равный 0,7;
S – ширина валика или гипотенуза, образованная при сварке треугольника.
Однако важно понимать, что эта формула применима только при условии равномерного наплавления металла, полностью охватывающего обе стороны углового соединения. На основе этих данных были определены оптимальные значения катета для заготовок различной толщины, которые позволяют создать прочное и устойчивое к разрывным нагрузкам соединение, как показано в следующей таблице.
| Толщина заготовок, мм | Вид соединения | Минимальный катет сварного шва, мм |
|---|---|---|
| 4-5 | Тавровое с двухсторонним проваром | 4 |
| 6-10 | Тавровое с двухсторонним проваром | 4-5 |
| 11-16 | Тавровое с двухсторонним проваром | 4-6 |
| 14-22 | Тавровое с двухсторонним проваром | 5-7 |
| 23-32 | Тавровое с двухсторонним проваром | 6 |
| 4-5 | Тавровое с односторонним проваром/угловое с односторонним проваром | 5 |
| 6-10 | Тавровое с односторонним проваром/угловое с односторонним проваром | 6 |
| 11-16 | Тавровое с односторонним проваром/угловое с односторонним проваром | 7 |
| 17-22 | Тавровое с односторонним проваром/угловое с односторонним проваром | 8 |
| 23-32 | Тавровое с односторонним проваром/угловое с односторонним проваром | 9 |

Следует отметить, что правильно вычисленный катет сварного шва обычно составит около 35-100% от общей толщины детали. При проведении сварочных работ необходимо помнить, что чем тоньше компонент, тем ближе к сечению заготовки необходимо приводить конечный шов.
Например, для компонентов сечением в 6 и 12 мм, имеющих односторонний провар, рекомендуемая величина катета составит 6 мм. При этом общая толщина заготовки с обеих сторон должна быть не менее 10 мм. На качество сварного шва также влияют такие факторы, как сила тока и специфика сварочного электрода.
Мастера обращают внимание на то, что слишком маленький катет может стать серьезной проблемой, особенно для новичков. Если на кромке недостаточное количество металла, это создаст слабое место, подверженное разрушению, и, при высокой динамической или статической нагрузке, может возникнуть трещина.
Таким образом, с одной стороны, небольшой катет позволит свести к минимуму затраты на материалы (электроды), а с другой стороны, он подходит только для соединений, которые не подвержены критическим нагрузкам.

Нередки случаи, когда неопытные сварщики допускают ошибку, связанную с созданием асимметричного катета. В таком случае нижняя полка свариваемого шва оказывается слишком широкой, а верхняя – узкой и короткой. Обычно это происходит из-за установки неправильного режима на сварочном аппарате, что приводит к стеканию капель расплавленного металла вниз. В результате шов визуально кажется широким, но на практике он не способен выдерживать высокие механические нагрузки.
Как измерить катет шва?
Для контроля качества выполненных сварочных работ необходимо точно выполнять измерения. Это позволяет выявить возможные ошибки при расчете и оценить качество полученного изделия.
Необходимый размер стыков измеряется с использованием геометрических формул. Для этого нужно произвести расчет катета максимального равностороннего треугольника, вписанного в сечение контакта между соединяемыми элементами.
В зависимости от условий производится расчет различными способами. Например, если сварка была произведена наложением листов толщиной до 4 мм, то катет стараются сделать равным данной толщине. В иных случаях его размер должен составлять 40% от толщины.
Итог
Катет сварного шва играет ключевую роль в определении основных характеристик сварного изделия. Долговечность, качество и надежность сварного соединения непосредственно зависят от этого параметра.
Для получения соединения, соответствующего всем требованиям и нормам, целесообразно воспользоваться готовыми шаблонами. Они значительно упрощают процесс сварки и исключают необходимость в дополнительных расчетах.
Во множестве случаев достаточно довериться правилу, согласно которому катет соединения должен соответствовать толщине свариваемых материалов. Однако это применимо для конструкций, не предполагающих высокой надежности.







