Продукция из латуни имеет большое значение для различных сфер современной промышленности, что обуславливает необходимость услуги, такой как латунная сварка. Этот процесс достаточно технологически сложный и сопровождается рядом рисков, которые нужно учитывать при его осуществлении.
Технология сварки латуни аргоном: особенности подготовки поверхности и советы опытных мастеров
Процесс сварки латуни с использованием электрической дуги в среде аргона представляет собой опасный и требующий строгого соблюдения правил. Незнание или ненадлежащее выполнение этих правил может привести как к низкому качеству шва, так и к угрозе здоровья сварщика. В данной статье будут подробно рассмотрены особенности латунных сплавов, технология сварки, применяемые аппараты, расходные материалы, а также средства индивидуальной защиты (СИЗ), использоваться при сварке латуни аргоном.
- Характеристики латуни
- Области применения ТИГ сварки латуни
- Технология аргонодуговой сварки латуни
- Плюсы и минусы
- Специфика сварки латуни аргоном
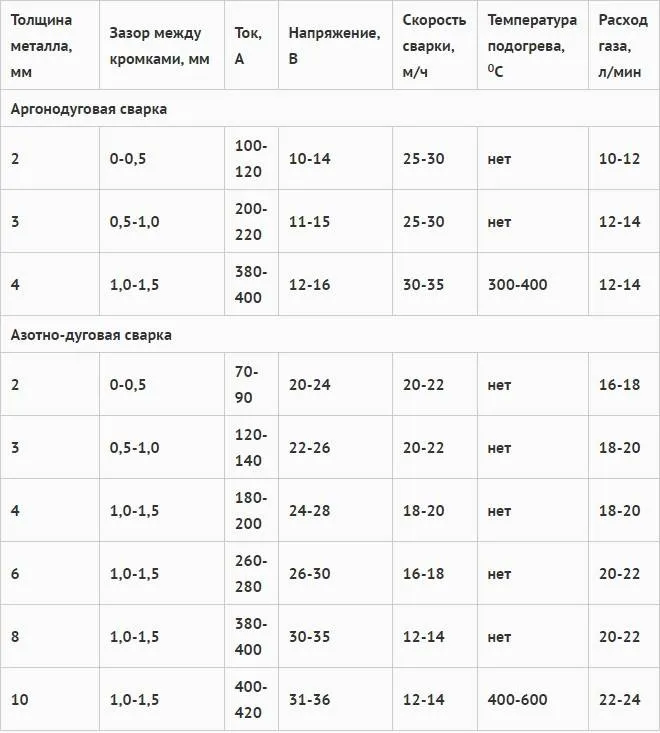
- Рекомендуемые режимы сварки
- Оборудование для сварки латуни аргоном
- Расходные материалы для сварки латуни методом TIG
- Маски для аргонодуговой сварки латуни
Характеристики латуни
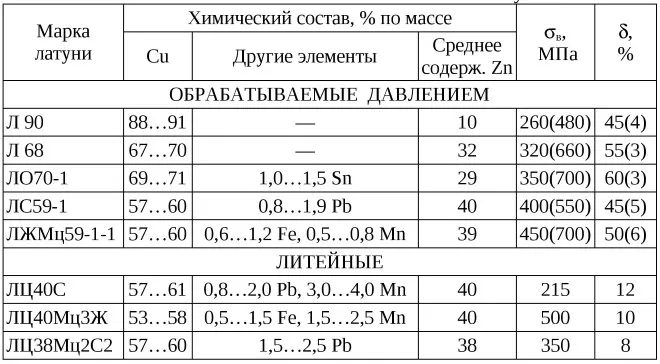
Латунь представляет собой сплав меди и цинка, причем соотношение этих металлов может варьироваться от 90:10 до 60:40. Кроме того, возможно создание специализированных сплавов, в состав которых могут входить также свинец, никель, марганец, олово и другие элементы, что позволяет оптимизировать расходы на производство.
Латунь демонстрирует большую прочность по сравнению с чистой медью, что позволяет ей выдерживать высокие давления и серьезные механические нагрузки на разрыв и растяжение. Кроме того, этот материал обладает хорошими антикоррозийными свойствами и широко применяется в сантехнике и коммуникациях для транспортировки жидкостей.
При сварочных работах латунь ведет себя иначе, чем черные металлы. На его поверхности присутствует оксидная пленка, которая плавится при температуре 950 °С, в то время как сам металл начинает плавиться при 900 °С. Это означает, что для того, чтобы расплавить оксид Cu2O, требуется высокая сила тока. В процессе сварки происходят также неблагоприятные реакции, при которых испаряется цинк, что может представлять опасность для здоровья сварщика: могут возникнуть головокружение, боли в животе, рвота и дрожь в руках. Выделяющийся водород также вызывает образование пор в сварочном шве, что еще больше усложняет процесс. Таким образом, аргонодуговая сварка латуни требует серьезной подготовки и соблюдения всех необходимых мер предосторожности.

Подготовка деталей
Шаг 1. В отличие от медных элементов, сварка латуни не требует прогрева всей поверхности заготовок. Достаточно (особенно при использовании толстых элементов) нагреть края соединяемых деталей.
Шаг 2. Для изделий с толщиной менее 1,5 мм перед сваркой выполняется предварительная обработка в виде отбортовки, что помогает увеличить толщину краев. После этого необходимо тщательно очистить края от оксидного налета с помощью специальной щетки, которая не оставляет металлических частиц.
Шаг 3. Соединяемые элементы подготавливаются так, чтобы зазор между ними составлял около 2 мм, что позволит сформировать качественный сварной шов. Если предполагается использование диффузного шва большей толщины, зазор следует увеличить и применить специальные прокладки.
Существует пять основных методов латунной промышленной сварки. Первые три из них являются наименее затратными и используются на практике в промышленных масштабах благодаря высокой производительности и скорости работ:
- Электродуговая сварка с использованием электрического тока обратной полярности, за которой следует проковка стыка.
- Аргонная сварка латуни, проводимая в среде инертного газа, и используется для деталей с толщиной 5 мм и более.
- Газопламенная сварка, выполняемая с использованием газового резака, где пламя нагревает и сплавляет края деталей.
Также применяются технологии, такие как холодная сварка и пайка латуни с добавлением припоя, однако их применение в промышленных масштабах ограничено из-за низкой производительности и высоких временных затрат, и они больше подходят для выполнения сварки в домашних условиях.



Специфика электродугового метода
В технологии электродуговой сварки используются латунные электроды, компонент цинка в проволоке которых составляет не менее 40%. Сварочный инверторный аппарат генерирует постоянный электрический ток, обеспечивающий образование короткой электродуги с силой тока 250 ампер. Сам процесс сварки латуни осуществляется из нижнего положения, скорость выкладки шва должна составлять не менее 30 см в минуту. После завершения работ шов подлежит дополнительному нагреву до 650 °C и проковке, что значительно повышает прочность соединения.
Преимущества того метода:
- Метод подходит для соединения деталей толщиной не более 3 мм; при большей толщине необходимо применять локальный нагрев;
- Высокая скорость сварных работ с возможностью создания однослойного шва.
Как подготовиться к сварке?
При работе с латунью можно использовать электродуговую, газопламенную или аргоновую сварку. Однако, вне зависимости от выбранного метода, предварительная подготовка изделия является обязательной. Для успешного завершения сварочных работ требуется провести обработку краев деталей с помощью вырезания сварочных кромок. Также до прихода на место шва важно отполировать ее до получения блестящей поверхности.
Эта операция осуществляется с использованием жесткой наждачной бумаги или заточенного напильника.
Часто на поверхности латунных изделий образуются оксиды, которые могут существенно ухудшить качество сварных швов. Поэтому перед началом работ от них нужно полностью избавиться. Для этого можно применять концентрированные растворы соляной или азотной кислот. Важно отметить, что очищение поверхности должно производиться до начала основных сварочных операций.
Технология сварки
Методика выполнения сварки не зависит от того, какой именно метод по сварке выбран. Существует ряд ключевых принципов и рекомендаций, соблюдение которых обеспечивает успешное выполнение задачи.
- Обратите внимание на скорость выполнения сварочных работ: она должна составлять не менее 15 см шва за одну минуту. Снижение скорости увеличивает риск появления пор в шве, а длительный процесс сварки приводит к избыточному испарению цинка, что отрицательно сказывается на здоровье и качестве шва.
- Вертикальную сварку производят снизу вверх. При необходимости стоит дополнительно прогревать места соединения.
- Запрещено проводить потолочную сварку при соединении латунных элементов из-за высокой текучести материала.
Выбор метода сварки должен базироваться на предпочтениях человека, который будет выполнять процедуру, а также на толщине свариваемых листов и желаемых характеристиках конечного изделия. Чаще всего применяются следующие технологии:
- аргоновая;
- электродуговая;
- газопламенная.
Аргоновая сварка признана наиболее эффективной в сравнении с другими способами. Данная методика позволяет быстро соединять латунные элементы.
Эту технологию в основном используют для заваривания компонентов с толщиной до 5 мм. Газ, применяемый в данном процессе, защищает шов от повреждений и деформации.
При проведении сварки латуни ее подогревают с помощью дуги, пропускающей электрический ток. Аргоновый метод обладает множеством преимуществ. Электродуговая же сварка хорошо подходит для частичной сварки или полуавтомата. В этом случае потребуется подготовить особые электроды, внимательно учитывая специфику материалов при выборе элементов.
Электродуговая сварка подразумевает использование электрического тока обратной полярности. Если необходимо, можно задействовать короткие дуги для снижения потерь при испарении цинка во время образования шва. Перед началом сварочных работ рекомендуется обработать место стыка, причем его необходимо протереть и прокалить электроды.
После завершения электросварки требуется проковка шва или провести отжиг металла. Под отжигом понимается медленное снижение температуры, что можно выполнять после мгновенного нагрева материала. Эти процессы повышают качество металла и улучшают эксплуатационные характеристики шва.
Газопламенная технология используется для создания надежных соединений высокой прочности. Ее также возможно применять, когда требуется соединение латунных деталей со стальными.
Однако для изготовления долговечного соединения требуется дополнительно задействовать окислительное пламя, которое образует защитную пленку на поверхности шва. Она предотвращает выгорание цинка.
Сварка по газопламенной технологии осуществляется с помощью специальных проволок, марка и тип которых определяются исходя из характеристик материала. Опытные сварщики рекомендуют использовать расходные материалы, содержащие бор, что позволяет избегать применения флюса на поверхность латуни.
Технология сварки латуни
Сплав меди и цинка, известный как латунь, обладает множеством положительных качеств. Одним из главных достоинств является его стойкость к коррозии. Если добавить к этому красивый естественный цвет, возможность полировки и простоту механической обработки, то можно считать латунь сравнительно недорогим универсальным материалом, подходящим как для технических, так и для художественных изделий.

Специфика сварки латунных изделий
Некоторые особенности в процесс сварки вносит наличие цинка, особенно его низкая температура плавления (419℃ по сравнению с 700℃ у меди). Из-за такого различия температур плавления, цинк начинает выгорать гораздо раньше плавления меди. Кроме того, образующийся при сгорании цинка оксид ZnO является крайне ядовитым веществом, что вызывает серьезные требования по технике безопасности, направленные на защиту дыхательных путей и глаз.
Оксид цинка создает еще одну проблему, оседая на свариваемых деталях, тем самым ухудшая качество сварных швов. Специальная подготовка процесса и целый ряд технологических приемов способны свести к минимуму вредное влияние цинка.
Подготовка к сварке
Подготовка к сварке латунных деталей аналогична подготовке медных. Ключевое отличие заключается в том, что тонкие листы латуни не нужно преднагревать до начала сварки. Предварительный прогрев актуален только для толстых деталей и осуществляется непосредственно перед соединением.
Тонкие листы (менее 1,5 мм) следует подвергать отбортовке, что существенно увеличивает прочность сварного шва. Листы толщиной от 1,5 до 5 мм можно сваривать без отбортовки и скоса кромок.
При работе с более толстыми листами особенно важно сохранять зазор между деталями в пределах 2 мм. Допустимо увеличение зазора до 4 мм при использовании специализированных подкладок.
Листы с толщиной от 6 до 15 мм необходимо обрабатывать по краям в форме буквы V.
Для листов толщиной от 6 до 25 мм сварка возможна только с обеих сторон. В этом случае рекомендуется обрабатывать кромку в форме буквы Х. Нарушение данных рекомендаций приведет к напряжениям в конструкции, вплоть до разрушения шва.
Подготовленные кромки очищаются до металла механическим путем с помощью абразивных материалов или обрабатываются 10% раствором азотной кислоты, после чего их необходимо промыть и протереть.
Сварка латуни
Сварка латуни, вне зависимости от метода, имеет свои особенности:
- Чтобы избежать пористой структуры шва, скорость сварки не должна быть ниже 15–20 см/мин;
- Легкоплавкость и текучесть латуни не допускают использование потолочных швов;
- Вертикальные швы выполняются с использованием дополнительного прогрева.
Листовой прокат из латуни чаще всего соединяется методом контактной сварки. Латунь — один из немногих медных сплавов, которые можно сваривать данным способом, что объясняется достаточно высоким электрическим сопротивлением латуни относительно других медных сплавов и чистой меди.
Разные сплавы латуней ведут себя по-разному при сварке. Это зависит от процентного содержания цинка в сплаве. Хорошие сварные качества демонстрируют а-латуни, содержащие около 30% цинка.
Наиболее часто применяются следующие методы сварки латунных изделий:
- в среде инертного газа (аргона);
- электродуговая ручная и полуавтоматическая сварка;
- газопламенная сварка.
Меньше всего используется контактная сварка в промышленности. Причина заключается в низкой технологичности процесса. Подготовка включает прогрев соединяемых деталей и прокаливание эл упругих при температуре 200℃. Кроме этого, работа осуществляется специальными электродами, доступность которых не всегда гарантирована.
На практике в роли электродов часто используются латунные стержни марки ЛК 80-3 с покрытием ЗТ, представляющим собой сложную химическую смесь.
Особенности сварки латунных изделий в среде аргона
Аргонодуговая сварка латуни применяется в основном для соединения деталей с толщиной более 5 мм. Тепло, необходимое для выполнения сварки, создается электрической дугой, которая горит между электродом и поверхностью соединяемых деталей. Электрод крепится в токопроводящем зажиме горелки, через сопло которой в зону сварки подается инертный газ. Мемориальный шов формируется при помощи присадочного материала, который должен максимально соответствовать составу соединяемых деталей.

Плавление присадочного материала, подаваемого в зону сварки вручную, также обеспечивается электрической дугой между электродом и соединяемыми частями.
Перед тем как начать сварку латунных изделий, необходимо тщательно очистить поверхности от загрязнений и оксидной пленки. Качественная очистка обеспечивается появлением металлического блеска на поверхности латунных деталей. Для удаления оксидной пленки можно использовать растворы азотной кислоты, после обработки детали необходимо промыть горячей водой.
При сварке латунных деталей можно услышать характерный треск, который возникает в результате активного выделения паров цинка. Пары цинка окрашивают сварочную дугу в необычный цвет, что заметно даже на видеозаписи данного процесса.
Технология сварки изделий из латуни также отличается тем, что соединения создаются не сплошными швами, а отдельными валами, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на полную глубину. Это требование критично, поскольку сплошные швы могут привести к перегреву и прожигу соединяемых частей.
Также необходимо соблюдать еще одно правило при сварке латунных деталей: наполнить кратер шва присадочным материалом следует постепенно снижая напряжение дуги и увеличивая её длину, а затем отводить электрод в сторону. Наблюдать, как это реализуется на практике, можно через обучающие видеоматериалы.
Производить сварку латунных изделий в домашних условиях возможно, однако важно учитывать высокую опасность паров цинка для здоровья. Поэтому, если в домашних условиях не выдаётся специализированного рабочего места с хорошей вытяжной вентиляцией, выполнение таких операций следует проводить на открытом воздухе. В любом случае, независимо от места сварки, сварщик обязан использовать защитный респиратор.
Преимущества аргонодуговой сварки латунных изделий
Аргонодуговая сварка изделий из латуни, осуществляемая с использованием неплавящихся электродов, пользуется заметной популярностью благодаря множеству преимуществ. Вот некоторые из них:
- Для аргоновой сварки латуни не требуются дорогие электроды со специальным покрытием или флюс.
- Данная технология соединения деталей из латуни является одной из самых экологичных.
- Аргонная сварка отличается высокой быстротой выполнения.
- Сварные швы, полученные при аргоновой сварке, имеют отличные эстетические характеристики.
- На сварных швах, образованных данным методом, отсутствует шлаковая корка, которую необходимо удалять.
- Кромки соединяемых латунных деталей, благодаря использованию инертного газа, надежно защищены от образования оксидных и нитридных корок.
- Аргон, подаваемый в зону сварки, выдувает все отходы технологического процесса.
- Данный способ сварки универсален: его можно использовать для соединения как мелких, так и больших латунных изделий, а также для их периодического восстановления с помощью наплавки.







