Использовать этот метод можно и в домашних условиях, если у вас есть соответствующее оборудование. Метод соединения пластмассовых деталей чаще всего используется, когда необходимо соединить изделия толщиной более шести миллиметров, также можно соединять пластмассовые полосы.
Ручной сварочный экструдер. Свариваем пластмассу

В практике производственной деятельности небольших предприятий, занимающихся упаковкой различной продукции, а также прокладкой пластиковых труб, возникает необходимость в инструменте, способном надежно соединять материалы с низкой температурой плавления. Существует большая категория таких материалов — полиэтилен низкого давления (ПНД), поливинилхлорид (ПВХ), полипропилен и т.д. Все эти операции можно выполнить с помощью ручного экструзионного сварочного аппарата.
Конструкция и принцип работы
Ручной сварочный экструдер представляет собой термомеханическое устройство, выполняющее последовательно две операции: нагрев расплава пластмассы до вязкого состояния и последующее выдавливание массы на поверхность в зоне стыка. Там масса ПЭНД, ПВХ и других расплавляемых пластиков застывает в сплошной сварной шов.
Из соображений компактности и простоты обращения эта техника обычно выполнена в виде пистолета с рукояткой (на которой установлен приводной двигатель) и верхним соплом для нагрева рабочего состава. Экструдер состоит из следующих компонентов:
- Электромотора.
- Питателя.
- Экструзионной камеры.
- Дробильного шнекового устройства.
- Камеры для расплавления пластика.
- Термонагревателя.
- Сварочного сопла.
- Системы управления.

Для работы устройство предварительно загружается заправочным стержнем свариваемого материала. Процесс осуществляется следующим образом. На верхней части экструдера устанавливается втулка с отверстием, через которое вставляется заполняющий стержень. Заполнение должно быть таким, чтобы свободный конец стержня зацепился за шнек. При включении электродвигателя происходят два процесса: нагрев наполняющего стержня концентрированным потоком горячего воздуха и — через определенный датчиком устройства промежуток времени — подача стержня в зону измельчения.
Там вращающийся шнек измельчает пластмассовый стержень в сферическую массу. Она плавится при нагревании и затем передается в зону плавления. В этой зоне гранулят уже механически и гомогенно однороден. Под давлением шнека он поступает в зону сварки, попадает в сварочное сопло и выдавливается наружу в виде однородной полосы, ширина которой зависит от конфигурации сопла, при этом прижимается к поверхности свариваемых деталей. Поскольку внешняя температура намного ниже, чем температура, создаваемая нагревательным элементом, присадочный металл сразу же застывает и образуется сварной шов.
В небольших, но более мощных экструдерах сварочная проволока нагревается внешним нагревательным элементом, а воздух подается небольшим компрессором. Разница в конструкции может заключаться и в способе нагрева присадочного металла: В некоторых случаях нагрев осуществляется нагревательным кольцом, коаксиально установленным в корпусе нагревателя.
Система управления ручного сварочного экструдера имеет следующие функции:
- Предварительную установку температуры нагрева, которая определяется температурой плавления пластика (как известно, ПНД плавится при 120…130ºС, ПВХ – при 150…220ºС, а полипропилен – при 170…190ºС).
- Включение термонагревателя;
- Запуск привода шнекового измельчителя;
- Блокировку «холодного старта», когда шнек может перемещать ещё неоднородный присадочный материал;
- Отключение термонагревателя при ещё вращающемся шнеке, что исключает прилипание остатков гранулята в сварочной камере.
Правила эксплуатации и выбор модели ручного сварочного экструдера
Перед использованием необходимо выполнить обычные условия для пластмасс: очистить поверхность склеиваемых изделий, удалить внешние загрязнения и избегать работы с влажным материалом.
Успех работы также зависит от разной температуры плавления склеиваемых материалов, если они имеют разный химический состав. Например, ПЭНД и полипропилен могут быть соединены таким образом, поскольку их диапазоны температур плавления полностью или частично перекрываются. В отличие от этого, соединение ПЭНД с ПВХ и тем более с полипропиленом проблематично или даже невозможно. В этих случаях сварочный экструдер можно использовать только для соединения изделий из одинаковых материалов.
Компактные размеры ручного сварочного экструдера позволяют эффективно использовать его, не прерывая работу соединяемых узлов. Особенно при сварке полипропиленовых труб нет необходимости прерывать подачу воды в трубы.

Предварительно следует провести некоторые обязательные проверки (особенно если экструдер никогда не использовался):
- Проверка прямолинейности подачи присадочного прутка во втулке экструдера: при высокой шероховатости образующей пруток может перемещаться не по прямой, а по винтовой линии, что ухудшит условия работы шнекового дробильного устройства и приведёт к образованию неоднородного по размерам гранулята.
- Контрольная проверка эффективности температуры нагрева прутка до состояния его вязкотекучести: материал от разных производителей может иметь различный диапазон температур плавления.
- Проверка надёжности прижима сварочного сопла к соединяемым поверхностям, особенно, если они обладают сложной конфигурацией. Многие модели ручных сварочных экструдеров с этой целью комплектуются сменными насадками.
- Проверка возможности расплавления соединяемых материалов теплом от термонагревателя, без подачи присадочного прутка. Выполняется при отсутствии точных сведений о материале соединяемых таким способом изделий.

Выбор подходящей модели ручного экструдера основывается на следующих параметрах:
- По производительности в единицу времени;
- По удобству управления параметрами процесса;
- По толщине свариваемых изделий;
- По комплектации устройства сменными приспособлениями
- По диапазону диаметров прутка.
Следует отметить, что большинство марок рассчитаны на использование наполнителя определенного производителя (часто того же производителя, который изготавливает экструдеры).
Теоретически можно самостоятельно изготовить сварочный экструдер для домашнего использования. Для этого нужно соединить шнек (например, для подачи шлифматериала) с обычным промышленным феном и сконструировать оба устройства в компактном виде. Иногда шнековый привод заменяют более доступным поршневым, но этот вариант ненадежен: Все зависит от однородности материала исходного штока. Электродвигатель для привода используется коммутаторного типа, который лучше справляется с постоянными колебаниями значений крутящего момента
Разновидности
Существует несколько типов ручных сварочных аппаратов. Каждая модель имеет свои особенности и функции.
Шнековые
В процессе работы присадочный материал, находящийся в экструзионной камере, расплавляется, а затем выталкивается шнеком наружу. В данном случае присадочный материал представляет собой либо стержни, либо гранулы, которые вставляются в секцию шнека. В этот момент материал подвергается воздействию высоких температур. В результате получается однородная масса, готовая к использованию.
Безшнековые
Второй тип экструзии — это безшнековый блок. В поршневом устройстве стержни нагреваются электрическим нагревателем вблизи обрабатываемого участка. Функция задней твердой части наполнителя заключается в замене поршня более вязкой массой в передней части.
Комбинированные
Комбинированные экструдеры сочетают в себе особенности двух типов термомеханических устройств, упомянутых выше.
Лучшие производители
Потребители часто покупают ручные сварочные экструдеры известных марок.
- Munsch . Приспособление изготавливают в Германии. Особенностью данного устройства считается удобство крепежа рабочих узлов. Экструдер данной модели ремонтопригодный и может применяться для работы с присадочным типом материалов разного вида. Благодаря раздельности нагрева применение прибора возможно в морозную погоду на открытом участке. Также потребители отмечают высокое качество сборки, продуманность управления и множество насадок.
- Leister . Швейцарский ручной экструдер со множеством вариантов типоразмеров. За час это устройство прорабатывает около 6 килограммов материала. У эргономичного прибора хорошая функциональность и не наблюдается наличие недостатков.
- Dohle . Экструдер немецкого производства характеризуется компактностью, хорошим качеством работы. Отличительной чертой приспособления считается наличие двигателя от стороннего производителя.
- Stargun . Изготавливают в Италии. Каждая из моделей экструдеров данного производителя имеет мощный электромотор и используется обычно профессионалами. Отличительной характеристикой итальянских экструдеров можно назвать наличие подсветки в сварочной области.
- РСЭ . Это российский производитель ручных экструдеров. Его характеристики и функциональные возможности аналогичны вышеперечисленным моделям.
Цена сварочного экструдера напрямую зависит от его функциональности и производительности. На практике оказывается, что аппараты российских производителей стоят гораздо дешевле, чем аппараты зарубежных производителей.
Советы по выбору
Такое устройство, как экструдер, имеет свои функциональные особенности, поэтому к его выбору стоит подойти со всей ответственностью. При покупке данного вида оборудования следует ориентироваться на определенные параметры.
- Мощность . Этот показатель считается главным для каждого инструмента. Благодаря заданной мощности определяется работа шнекового винта, измельчается и подается пластик, а также функционирует деталь для нагрева. Мощность экструдера оказывает непосредственное влияние на производительность устройства, то есть таким образом определяется, насколько быстро экструдер сможет создать максимально качественный сварочный шов. Чтобы работа устройства была комфортной и быстрой, стоит выбирать товар с большей мощностью. На рынке сварочного оборудования реализуются экструдеры с мощностью от 1600 до 3600 Ватт.
- Толщина соединяемого изделия . Этот показатель напрямую зависит от мощности устройства, то есть чем мощнее агрегат, тем большую толщину поверхности он способен обработать. Наименьшим показателем считается 1,5 миллиметра.
- Диаметр прута . Более профессиональные агрегаты работают с диаметром прута в 5–6 миллиметров. Наиболее компактные модели прибора работают с 3-миллиметровыми прутками.
- Тип подаваемого материала, который может быть в виде гранул или присадочного прута. Более распространенным и удобным считается второй вариант.
- Производительность . Данный показатель определяет, какое количество пластической массы за единицу времени обрабатывает экструдер. Устройство с высокой производительностью лучше использовать в промышленных масштабах. Приборы, реализуемые в настоящее время, имеют производительность от 0,5 до 3 килограммов за час.
- Органы управления . У простого экструдера присутствует несколько механических переключателей в виде рукояток с делениями. Они помогают регулировать температуру и скорость подачи пластмассы.
Суть метода
Скрепление полимеров методом экструзионного склеивания требует нагрева склеиваемых полимеров и использования специальных добавок, которые подаются к месту склеивания. Оборудование, используемое для склеивания полимеров методом экструзионного склеивания, представляет собой машину, называемую экструдером. Однако небольшие размеры этого инструмента позволяют использовать в нем довольно сложное оборудование.
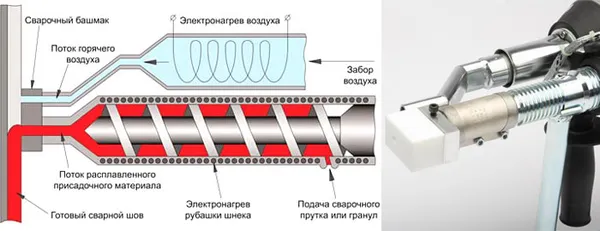
По внешнему виду он напоминает электродрель, которую удобно держать одной рукой и которая оснащена специальной насадкой и нагревательным устройством. Важным компонентом конструкции является сварочный башмак, который прижимается к соединяемым деталям. Внутри экструдера находится шнек, оболочка которого нагревается электрическими нагревательными элементами. Сварочная проволока подается через отверстие в корпусе шнека. В зависимости от конструкции может также использоваться гранулят, засыпаемый в специальный бункер.
Присадочный материал нагревается корпусом шнека и превращается в однородную, вязкую массу, которая подается в точку сварки через отверстие в корпусе. С другой стороны, свариваемые детали также должны быть нагреты. Для этого используется поток горячего воздуха, который доводится до нужной температуры с помощью электрического нагрева.
Горячий воздух также подается к месту сварки через отверстие в сварочном башмаке. Воздух нагревается перед подачей горячего присадочного материала. Экструдеры способны контролировать температуру как воздуха, так и присадочного материала. Существуют различные формы и размеры сварочных башмаков, в зависимости от размера и формы шва.
Экструзионная сварка может использоваться только с полимерами, так называемыми термопластами. Они характеризуются способностью сохранять свое вязкое состояние в широком диапазоне температур. Однако соединяемые термопласты должны быть изготовлены из одного и того же материала. Чтобы минимизировать потери тепла во время процесса, следует использовать стержень как можно большего диаметра и высокую скорость подачи наполнителя.
Существует два типа экструзионной сварки. При бесконтактном методе давление прикладывается к свариваемым деталям с помощью пресса или зажимного устройства. При контактном методе давление создается потоком расплавленного присадочного металла.
Этапы процесса сварки
Подготовка и выполнение работы заключается в следующем:
- Очистка экструдера от материала, который использовался прежде. Повторное использование присадки недопустимо, поскольку произошло изменение ее характеристик.
- Соединяемые поверхности очищают от загрязнений и пятен масла. Для этого можно использовать скребки и мелкозернистую наждачную бумагу.
- Обрабатываются торцы соединяемых изделий.
- Начинается нагрев поверхностей, подвергаемых соединению, горячим воздухом.
- Подается присадочный материал, нагревание которого происходит от тепла оболочки шнека. При перемешивании должна получиться однородная вязкая масса, которая, пройдя через башмак, поступает на место сварки.
- Расплавленные части деталей смешиваются с вязкой массой, в результате чего происходит образование шва.
Охлаждение должно осуществляться естественным путем, так как прочность сварного шва снижается из-за быстрого падения температуры при подаче давления.
Виды оборудования
Экструзионные прессы производятся многими компаниями. Рассмотрим наиболее популярные из них. Ручной сварочный экструдер Weldmax — это эргономичное устройство, удобное в использовании и обращении. Он поставляется в сумке для переноски.

Аппарат предназначен для сварки в замкнутых пространствах с затрудненным доступом к точке сварки. Он подходит для сварки в ограниченных пространствах с затрудненным доступом к точке сварки. Он также может использоваться для сварки полиэтиленовых или полипропиленовых листов. Может использоваться для сварки секций трубопроводов, не находящихся под давлением. Питание от электросети. Швейцарский производитель LEISTER предлагает такой аппарат, как сварочный экструдер Leister.

Из-за небольших размеров его также называют мини-экструдером. Особенностью является отсутствие шнека. Тем не менее, он достигает производительности до 0,8 кг в час. Еще одним преимуществом является то, что благодаря небольшому весу сварочный аппарат несложно хранить в течение длительного времени. Диаметр сварочной насадки составляет четыре миллиметра. В число принадлежностей входят сменные сварочные башмаки различной формы.
Одним из вариантов является сварочный экструдер leister fusion 2, недорогой и надежный. Ручной сварочный экструдер leister fusion 2 обеспечивает производительность до 1,8 кг/ч.
Ручной сварочный экструдер leister weldplast S6 имеет множество преимуществ. К ним относятся высокая производительность, возможность использования в различных условиях окружающей среды, электронная защита двигателя, низкий уровень шума, удобство хранения и транспортировки.
Ручной сварочный экструдер leister fusion 3C обеспечивает высокую производительность до 3,5 кг/ч. Ручной сварочный экструдер fusion 3C отличается особенно продуманной конструкцией. Это делает его удобным в работе.
Сварочные экструдеры делятся на шнековые и безшнековые. В первом случае присадочный материал нагревается в специальных шнековых камерах. Во втором случае нагрев прутков осуществляется с помощью электрических нагревательных элементов. Преимущество безшнековых экструдеров в том, что они компактны и легки, что позволяет использовать их в труднодоступных местах. Шнековые экструдеры имеют более высокий КПД.
Выбор подходящего типа экструдера должен основываться на таких характеристиках, как производительность, возможная толщина соединяемых деталей и наличие сменных деталей, особенно башмака. Также важен диаметр используемых стержней.
Самодельное устройство

Сварочный экструдер — это сложная машина для профессионального использования. Его цена начинается от 30 тысяч ру бель за самую простую модель и может достигать ста тысяч и более за мощную модель. На рынке есть и отечественные модели, которые на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
Поэтому, если есть разовая необходимость сварить, например, две водопроводные трубы (обычный материал которых — полипропилен), проще использовать самодельный экструдер. Самый простой вариант конструкции представляет собой мощный строительный фен, снабженный насадкой для стержня — либо самодельной, сделанной из жести, либо изготовленной промышленным способом.
В этом случае стержень подается вручную. Мощности фена достаточно, чтобы расплавить стержень, но качество шва, конечно, будет ниже, чем при использовании промышленных моделей.
Если есть возможность, фен можно соединить с винтом или приводным поршнем. В этом случае можно использовать гранулированное сырье, если установлена приемная камера.
Двигатель для привода — это двигатель с коммутатором, так как работа экструдера требует постоянного изменения крутящего момента. Другие типы двигателей не подходят для данного типа работы.
Подготовительный этап
Время подготовки перед экструзионной сваркой отличается от других типов. Однако, как и в других случаях, поверхности деталей должны быть очищены от грязи и пыли, иначе сварной шов будет некачественным.
Кроме того, пластмассы легко окисляются при контакте с воздухом. Кромки следует очищать не более чем за двадцать минут до начала сварочных работ.
Если вы сделаете это раньше, детали необходимо очистить еще раз. Не пытайтесь использовать для очистки растворители, так как они могут деформировать пластик.
Выполнение сварки

Если ваш экструдер не новый и вы использовали его в прошлом, удалите из резервуара все остатки присадок, которые вы использовали в прошлом.
Это следует сделать, даже если в этот раз вы использовали тот же материал. Если присадка снова нагреется, ее прочность снизится.
Затем снимите блокировку холодного пуска, предварительно нагрейте машину и подающие детали до температуры, при которой вы хотите работать, и отрегулируйте настройки мощности.
При сварке поддерживайте необходимый наклон экструдера. Это зависит от выбранного типа шва. Если вы работаете долгое время и вам необходимо сделать перерыв, установите сварочный аппарат на подставку для этих целей.
Если пауза слишком длинная, снизьте температуру машины примерно на 45 градусов. Нагрев присадки прервется, но продолжить процесс не составит труда.
Заключение
Мы убедились, что ручная экструзионная сварка проста и может быть выполнена новичками.
В отличие от других способов соединения пластмасс и металлов, экструзионная сварка не требует постоянного контроля за зоной сварки и подачей присадки.
Поэтому для сварки этим методом не нужно быть профессионалом. Единственное требование — следовать инструкциям по использованию экструдера и правилам изготовления сварных конструкций. Удачи вам в работе!


Профессиональный сварщик 6-го разряда с более чем 15-летним практическим опытом (не считая обучения) Я регулярно читаю опубликованные статьи и отвечаю на ваши вопросы! Не стесняйтесь спрашивать меня! =)







