Первая — падающая, когда при увеличении мощности, а значит и плотности тока, напряжение уменьшается. Второй — жесткий, когда изменение силы тока не влияет на величину напряжения, и третий — повышающийся, когда при увеличении напряжения сила тока также увеличивается.
Сварочная дуга: ее свойства, виды, принцип работы
В современных условиях промышленность не может обойтись без сварки. А она, в свою очередь, основана на таком явлении, как сварочная дуга, над которой в свое время работали передовые ученые. Она обеспечивает высокую прочность, необходимую при соединении металлических изделий, и делает их цельными. Однако при осуществлении этого процесса важны определенные нюансы, такие как правильный выбор источника энергии и условий обжига, иначе сварка может пойти не по плану.
Ниже подробно рассказывается о типе и структуре сварочной дуги, ее использовании, составе и правильном применении. С этой информацией каждый сварщик сразу же углубит свои знания и укрепит свои позиции среди профессионалов в этой области.
Определение сварочной дуги
Сварочная дуга — это электрический заряд между электродами, имеющий значительную длину и выделяющий большое количество энергии. Дуга характеризуется разностью потенциалов, которая возникает в газообразной среде.
Сварочная дуга вызывает быстрый рост температуры металла при высокой плотности электрического напряжения, материал становится деформируемым и достигает состояния, пригодного для последующего плавления.

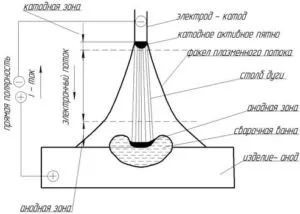
Предельная температура сварочной дуги составляет +7 000 °C. Такая степень нагрева используется для обработки металлов, которые могут быть расплавлены только при температуре выше +3 000 °C. Если говорить о свойствах этого электрического заряда, то сварочная дуга представляет собой проводник, образованный ионизированным газом. Дуга состоит из нескольких зон, которые при протекании тока выделяют большое количество тепловой энергии.
При зажигании дуги образуется гальваническая цепь, состоящая из анода, катода и ионизированного газа. Используются два электрода. Под действием протекающего тока дуга нагревается и генерирует свет — последнее объясняется наличием фотонного излучения.
Ключевые особенности сварочной дуги
По сравнению с другими электрическими зарядами, дуга характеризуется следующими особенностями:
- Высокая плотность тока, вплоть до нескольких тысяч ампер на 1 см2, что обеспечивает высокую температуру.
- Неравномерное распределение электрического поля на отрезке между электродами: около них напряжение падает, значительно усиливаясь в столбе.
- Очень высокая температура, достигающая своего пика в столбе, что связано с большой плотностью тока. За счет увеличения длины столба можно снизить нагрев электрической сварочной дуги, тогда как уменьшение его размеров приводит к росту температуры.
- Виды нахлесточных сварных соединенийВозможность добиваться разных вольтамперных характеристик за счет зависимости напряжения от плотности тока при постоянной длине или непрерывном горении дуги. Сегодня принято говорить о трех вольтамперных характеристиках.
Что это такое?
Сварочная дуга — это высокоэнергетический электрический заряд между электродами, имеющий большую продолжительность и большое количество выделяемой энергии, характеризующийся разностью потенциалов, возникающей в газовой среде. Определение этого термина также подразумевает, что металл с высокой плотностью электрического напряжения нагревается с большой скоростью, сначала становится деформируемым, а затем готов к плавлению.
Предполагается, что максимальная температура, которой может достичь дуга, не превышает 7000 градусов Цельсия. В сварочной практике таким образом обрабатывались металлы, известные тем, что плавятся при температуре выше 3000 градусов Цельсия. Согласно теории о свойствах и структуре этого электрического заряда, он имеет вид проводника с ионизированным газом в ядре. Он состоит из участков, зон, которые выделяют большое количество тепловой энергии при прохождении через них тока.
Когда дуга зажигается, создается гальваническая цепь. В этом процессе участвует пара электродов — анод, катод и ионизированный газ. При протекании тока происходит нагрев и свечение. Последнее вызвано излучением фотонов.
При построении сварочных контуров невозможно избежать таких участков:
- анодной;
- катодной;
- столба дуги, который имеет длину от 4 до 6 миллиметров.
В первых зонах возникают активные точки, происходит максимальное падение напряжения и нагрев. Во время дуги повышается не только температура, но и ультрафиолетовое излучение.
Ультрафиолетовое излучение оказывает негативное влияние на глаза человека и внешнюю кожу. Поэтому во время процесса сварщики должны носить защитные средства, например, маски, перчатки, плотную одежду и обувь из невоспламеняющегося материала.
Напряжение дуги определяется вольт-амперной характеристикой, которая напрямую связана с источником питания. Многие другие факторы, такие как длина дуги, зависят от того, насколько доступна мощность дуги. Если источники тока одинаковы, то наибольшей мощностью обладает дуга с наибольшей длиной дуги.
Дуга используется для стандартных сварочных процессов и отличается простотой в обращении. Кроме того, этот заряд энергии также используется для полуавтоматической газовой сварки. В этом случае в дугу вводится сварочная проволока, которая способствует расплавлению материала.
Дуги также используются в автоматах, которые считаются довольно простыми в изготовлении и поэтому широко применяются в промышленном производстве. Могут использоваться как горючие, так и неплавящиеся электроды. Ручная дуговая сварка работает на обычной низкоуглеродистой стали и обеспечивает стабильность провара и надежность соединения.
Работа дуги напрямую зависит от следующих факторов:
- длины сварочной электрической дуги – она также способна определять объем тепла, что выделяется во время горения;
- силы тока – большая сила тока препятствует угасанию длинной дуги;
- напряжения – при повышении напряжения в небольшом диапазоне мощность возрастает.
Требования
Каждый сварщик должен знать напряжение, длину и напряжение сварочной дуги. Основные требования к источнику питания дуги включают следующее:
- разжигание электрода должно происходить во время его взаимодействия с заготовкой из металла, когда происходит замыкание контактов электроцепи;
- во время плавки присадки может произойти короткое замыкание – если такое случилось, то стоит следить, чтобы аппарат не вышел из строя, а дуга стабильно поддерживалась;
- до того как возникнет вспышка дуги на границе детали и электрода, может наблюдаться кратковременное замыкание – от того, насколько быстро произойдет восстановление напряжения, напрямую зависит динамика источника питания;
- переход с холостого в рабочий ход должен происходить со спадом напряжения от 60–80 до 18–20 В.
Ко всем источникам питания сварочной дуги предъявляются одинаковые требования. Можно сделать вывод, что производительность сварочного оборудования напрямую зависит от способности поддерживать горение дуги с момента зажигания.
Сварочные аппараты должны быть оснащены только такими органами управления, где параметры могут быть отрегулированы максимально просто.
Классификация
В связи с обширным характером сварочного процесса дуга может иметь различные типы. Исходя из характеристик энергоснабжения, можно выделить следующие варианты, в зависимости от конструкции и предназначения:
- плавкая изготавливается из стального сплава – при работе происходит расплавка металлического электродного стержня;
- неплавкая актуальна при работе с графитом и вольфрамом – электроды данного вида во время сварки не расходуются, а формирование шва происходит из расплавленных металлических заготовок.
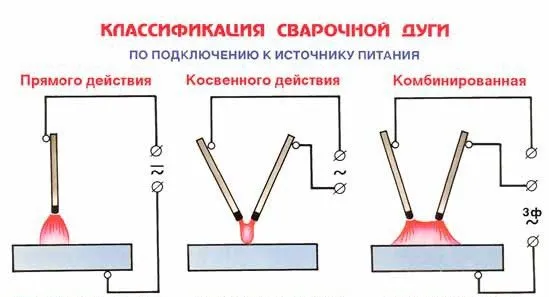
По схеме подвода тока и среде
По схеме электрического подключения сварочные дуги делятся на два типа.
- Прямого действия. В качестве одного электрода выступает конструкция сварки, а второго – плавящийся элемент. В месте зазора происходит образование дуги.
- Косвенного действия. Розжиг происходит между парой неплавких параллельных электродов, после чего он подносится к свариваемой заготовке.
По атмосфере
По принципу действия сварочные дуги делятся на три типа.
- Открытая сфера. В данном случае горение дуги возможно в открытом пространстве, при этом образуется газовая сфера с содержанием металлического пара, а также электродного и поверхностного.
- Закрытая . Дуга закрытого типа наблюдается при горении под флюсом. В фазе газа около дуги находится пар от материала, электрода и слоя флюса.
- С подачей смеси газа . В этом электрозаряде может располагаться газ в сжатом виде, а также его примеси. Использование водорода, углекислого газа и аргона необходимо для предотвращения окисления обрабатываемой поверхности. Благодаря подаче вышеперечисленных веществ наблюдается восстановление среды или ее нейтральное отношение по отношению к факторам последней.
По длительности действия
По принципу действия электрическую сварочную дугу можно разделить на эти типы:
- постоянная, которая считается актуальной для длительной работы;
- импульсная, что представлена однократным мощным импульсом, обычно такая дуга используется для контактного вида сварки.
Природа и строение
Природа сварочной дуги не так сложна, как кажется на первый взгляд. Электрический ток проходит через катод, затем проникает в ионизированный газ, происходит разряд с яркой вспышкой и очень высокой температурой, так что температура дуги может достигать 7000 — 10000 градусов. Затем ток течет к свариваемому материалу. Из-за высокой температуры дуга излучает ультрафиолетовое и инфракрасное излучение, которое вредно для человеческого организма и может повредить глаза или оставить небольшие ожоги на коже; поэтому при выполнении сварочного процесса требуется надлежащая защита.
Структура сварочной дуги состоит из трех основных областей: анода, катода и столба дуги. Когда дуга горит, на катоде и аноде образуются активные точки — области, где температура достигает самых высоких значений, через которые протекает весь электрический ток, на анодной и катодной областях наблюдаются самые высокие падения напряжения. А сам столб расположен между этими областями, где падение напряжения через столб очень низкое. Таким образом, длина сварочной дуги — это сумма вышеуказанных участков, обычно несколько миллиметров, если анодная и катодная области составляют 10-4 и 10-5 см соответственно. Наиболее благоприятная длина составляет около 4-6 мм, при такой длине гарантируется стабильная и благоприятная температура.
Разновидности
Типы сварочной дуги различаются по типу подаваемого тока и среде, в которой они происходят, наиболее распространенными являются следующие варианты.
- Прямое действие. При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
- Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
Существует также классификация по атмосфере, в которой они происходят:
- Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
- Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
- Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
Различают также по продолжительности — постоянная (для длительного использования) и импульсная (для разового использования), по материалу используемого электрода — угольная, вольфрамовая — одноразовые электроды и металлическая — одноразовые электроды. Наиболее часто используемый расходуемый электрод — стальной. На сегодняшний день сварка одноразовыми электродами является наиболее распространенным методом. Поэтому существуют также различные типы сварочных дуг.
Условия горения
В нормальных условиях, то есть при температуре 25 градусов и давлении в 1 атмосферу, газы не способны проводить электрический ток. Для образования дуги газы между электродами должны быть ионизированы, т.е. иметь различные заряженные частицы — электроны или ионы (катионы или анионы). Процесс образования ионизированного газа называется ионизацией, а работа, необходимая для отрыва электрона от атомной частицы и образования электрона и иона, — работой ионизации, которая измеряется в электронвольтах и называется потенциалом ионизации. Точное количество энергии, которое необходимо затратить для высвобождения электрона из атома, зависит от типа газовой фазы; значения могут варьироваться от 3,5 эВ до 25 эВ. Металлы щелочной группы и щелочные земли — калий и кальций, а также их химические соединения имеют самый низкий потенциал ионизации. Эти соединения наносятся на электроды, чтобы они способствовали непрерывному существованию и горению сварочной дуги.
Для образования и горения дуги в катоде также необходима постоянная температура, которая зависит от типа катода, его диаметра, размера и температуры окружающей среды. Поэтому температура дуги должна быть постоянной и не колебаться. Благодаря огромному потоку тока температура может достигать 7 тысяч градусов, что позволяет сваривать абсолютно все материалы. Постоянная температура обеспечивается хорошо функционирующим источником питания, поэтому его выбор очень важен при проектировании сварочного аппарата, так как он влияет на характеристики дуги.
Разновидности
Существует несколько классификаций этого элемента, которые различаются по типу подаваемого тока и способу его возникновения.

Дуговая сварка подразделяется на следующие типы:
- С прямым действием. В данном случае оборудование устанавливается в параллель изделию из металла, которое необходимо сварить. Дуга, в свою очередь, становится под прямым углом по направлению к электродам и металлической поверхности.
- С косвенным действием. Появляется при использовании двух электродов, которые находятся от свариваемого изделия под углом в 50 градусов. Дуга появляется между электродом и свариваемым материалом.
Кроме того, подразделение можно провести в зависимости от атмосферы, в которой возникает сварочная дуга:
- Открытая сфера. Дуга может гореть на открытом пространстве с образованием газовой фазы, где содержится пар металла, электрода и поверхностей после обработки сварочным инструментом.
- Закрытая сфера. Дуга горит под флюсом. В газовой фазе возле дуги попадает пар материала, электродов и самого флюсового слоя.
- С подачей газовой смеси. В дуге могут находиться сжатый газ, такой как гелий, углекислый газ, водород, аргон и иные примеси газовых веществ. Они необходимы, чтобы свариваемая поверхность изделия не подвергалась окислению. Благодаря их подаче среда восстанавливается либо становиться нейтральной к внешним факторам. В дугу попадает газ, который подается для работы, пар от свариваемого изделия и электродов.
В дополнение к вышеуказанной классификации можно также различать типы по продолжительности:
- классический используется для постоянной эксплуатации;
- импульсный – для одноразового использования.
Также можно разделить типы в зависимости от используемого материала — углерод, вольфрам, плавящийся или неплавящийся электрод.
Одним из самых популярных является стальной электрод, т.е. плавящийся электрод. Однако в настоящее время большинство специалистов предпочитают неплавящийся электрод, из чего можно сделать вывод, что эти типы элементов существенно отличаются друг от друга.
Условия горения
При нормальных условиях температура в столбе сварочной дуги достигает максимум 7000 градусов. При использовании катода должна быть достигнута постоянная температура, при которой горит дуга. В этом случае необходимо также учитывать такие факторы, как диаметр, размер и температура окружающей среды.
Необходимо следить за тем, чтобы это значение не колебалось, чтобы можно было сваривать абсолютно любой материал. Хороший источник питания необходим для поддержания постоянной температуры элемента, что влияет на его функционирование.
Самыми важными аспектами сварочной дуги являются работа с ионизированным газом и использование щелочи или щелочноземельной группы в виде калия или кальция для обеспечения надежного и хорошего горения сварочной дуги. Вопрос о среде, в которой может гореть сварочная дуга, очень важен.
Для того чтобы рассчитать, сколько энергии требуется для вырывания электрона из атома, необходимо учесть множество физических и химических факторов, в зависимости от природы газов и т.д.
Итог
Можно сделать вывод, что дуговая сварка является самым надежным методом сваривания металлических конструкций между собой. Благодаря возможности сваривать между собой различные материалы под воздействием высокой температуры дуги, сварка в настоящее время оказывает сильное влияние на промышленный сектор
Чтобы получить качественный и прочный сварной шов, необходимо использовать мощность дуги, знать все ее свойства и понимать каждое значение плотности тока, температуры и напряжения, что делает процесс быстрым и легким.
Читайте также:
Чем определяется мощность сварочной дуги
На параметры мощности дуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
Длина дуги — это расстояние между сварочным кратером и краем электрода. От этого значения зависит количество выделяемого тепла.
Величина мощности дуги определяет скорость плавления металла. Это свойство определяет время, необходимое для выполнения сварочных работ. Сила тока регулируется для регулирования температуры в рабочей зоне; даже при длинном стержне дуга не сгорит, если сила тока будет высокой. Напряжение редко изменяется в процессе сварки.
Вольт-амперная характеристика
CVC описывает зависимость от параметров тока. Используется для определения:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВХХ описывает нестабильное состояние дуги при изменении ее длины. Статическая вольт-амперная характеристика описывает зависимость напряжения от тока, когда длина дуги постоянна. Диаграмма разделена на три области:
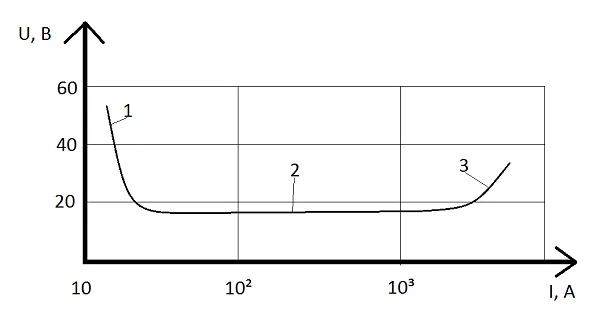
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
WAV обычного процесса ручной сварки плавящимся и неплавящимся электродами на воздухе или в облаке защитного газа ограничивается первыми двумя областями, сила тока не достигает третьей. Механизированная сварка под флюсом соответствует программным диапазонам II и III, сварка плавящимся электродом в облаке защитного газа — диапазону III.
Читайте также: При какой температуре плавится титан?
При использовании оборудования переменного тока сварочная дуга зажигается в точке зажигания на каждом полуцикле. При прохождении через нулевую точку дуга гаснет, и нагрев активных точек прекращается. Электродные покрытия, содержащие активные щелочные металлы, повышают стабильность ионизации. Защитное облако препятствует зажиганию переменным током, но поддерживает зажигание постоянным током. Ионизация молекул газа происходит между полюсами.
При выборе оборудования необходимо учитывать, что характерное напряжение/ампер дуги зависит от внешнего переменного напряжения. Работа сварочного аппарата рассматривается как наложенная диаграмма. Для ручной сварки необходимы источники тока с падением VAV (более высокое напряжение без нагрузки), чтобы можно было изменять длину дуги, регулируя силу тока. Ток короткого замыкания во время падения с расходуемого электрода на свариваемый металл на 20-50 % выше тока дуги. При сварке плавящимся электродом используется открытая дуга. Для зажигания дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
Высокие токи короткого замыкания повышают риск прожога металла. Ток увеличивается до тока замыкания, образующийся мостик сгорает, и дуга зажигается вновь. Изменения тока и напряжения в колонке происходят мгновенно, в доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизируя напряжение.
Особенности дуги
Благодаря своим особым свойствам дуга используется при сварке тугоплавкими и плавящимися электродами. Она быстро нагревает металл и образует расплавленную ванну. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
Дугу при электросварке можно сравнить с другими типами электрических зарядов из-за способа ее образования. Наиболее важные характеристики, отличающие дугу:
- высокая температура, создаваемая плотным током (ампераж зависит от длины столба, достигает тысяч А на см 2 );
- небольшие значения анодного и катодного падения напряжения, слабо зависящие от первоначально заданного вольтажа;
- неравномерность распределения напряжения электрического поля между полюсами;
- пространственная устойчивость;
- саморегулирование мощности, ВАХ;
- четко очерченные границы, ясно видимые в окружающей среде.
Она зажигается двумя способами:
- коротким касанием (электрод подводится впритык, повышается риск залипания);
- чирканьем (невозможен в труднодоступных местах).







