Для широкого спектра сварочных работ — от соединения алюминия, меди и чугуна.
Особенности и преимущества газовой сварки

Разница в количестве может показаться несущественной, но это не так. Степень очень важна, особенно при резке металлов. Даже немного меньшее содержание кислорода снижает скорость резки и увеличивает расход газа. Чаще всего кислород доставляется на рабочее место в баллонах с давлением от 150 до 165 атм.
Ацетилен
Существует два способа работы с ацетиленом. В первом случае его принимают на рабочем месте в специальном устройстве. В качестве реагентов используются карбид кальция и вода. Однако более распространенным способом является доставка готового ацетилена на рабочее место.
Доставка ацетилена в газовых баллонах отличается от доставки большинства других газов. Эта особенность обусловлена чрезвычайной взрывоопасностью данного газа. Баллоны, наполненные активированным углем, пропитываются ацетоном. Этот метод позволяет снизить взрывоопасность до приемлемого уровня. Обычно используются баллоны емкостью 40 литров, из которых при нормальных условиях получается 4,5 м3 газа.
Другие газы
Другие газы используются только потому, что ацетилен слишком дорог. Наиболее часто используемыми газами-заменителями являются пропан или пропан-бутановая смесь. Эти газы имеют высокую теплотворную способность, но потребляют в три раза больше кислорода, что сводит экономическую выгоду от их использования практически к нулю. Цветные металлы, имеющие более низкую температуру плавления, свариваются с использованием пропана, что дает значительную экономию.
Другие заменители ацетилена используются гораздо реже, поскольку имеют еще более низкую температуру плавления. Однако их не следует упускать из виду. Существует множество особых случаев, когда их использование оправдано.
Преимущества и недостатки газовой сварки
Основное преимущество, способствовавшее широкому распространению газовой сварки, — ее простота. Список необходимого оборудования невелик, что делает этот вид сварки незаменимым для неспециализированного производства. Только попробуйте найти на ферме электросеть достаточной мощности, сварочный генератор, специалиста по его профилактике и ремонту и многое другое. А несколько газовых баллонов и пламегаситель всегда можно донести вручную до любого места в деревне.
Простота процесса заключается не только в простоте оборудования, но и в простоте процесса сварки. Регулируя количество газа, проходящего через горелку, и наклон горелки, можно изменять скорость и диапазон нагрева и устанавливать различные режимы сварки.
К недостаткам относится высокая стоимость ацетилена и низкая эффективность его заменителей из-за медленного нагрева металла. Повышенная стоимость проектов неизбежно способствует большой площади нагрева металла. Не стоит пренебрегать и значительным риском взрыва в процессе.
Сочетание положительных и отрицательных характеристик газовой сварки определяет выбор технологов при различных условиях работы. Можно с уверенностью сказать, что газовая сварка прочно закрепилась в технологических процессах и вряд ли уступит свое место в ближайшем будущем.
Практическое применение газовой сварки
Проще было бы сказать, где газовая сварка не применяется. Это универсальный процесс, область применения которого ограничена только соображениями экономии. Есть места, где этот вид сварки может считаться необходимым — кузовной ремонт и другие места, где свариваются очень тонкие листы.
Этот тип сварки традиционно является предпочтительным методом:
- монтаже труб диаметром до 50 мм.;
- сварке цветных металлов (алюминия, меди) и их сплавов;
- сварке чугунных изделий.
С его помощью можно легко устранить дефекты в чугуне, латуни и литой бронзе. Для этого используется газовая сварка чугунными, латунными и бронзовыми стержнями. Она применяется для поверхностной сварки твердых сплавов. Простота процесса обусловила его широкое применение в ремонтных работах, сельском хозяйстве и строительстве.
С его помощью можно легко устранить дефекты в чугуне, латуни и литой бронзе. Для этого используется газовая сварка чугунными, латунными и бронзовыми стержнями. Она применяется для поверхностной сварки твердых сплавов. Простота процесса обусловила его широкое применение в ремонтных работах, сельском хозяйстве и строительстве.
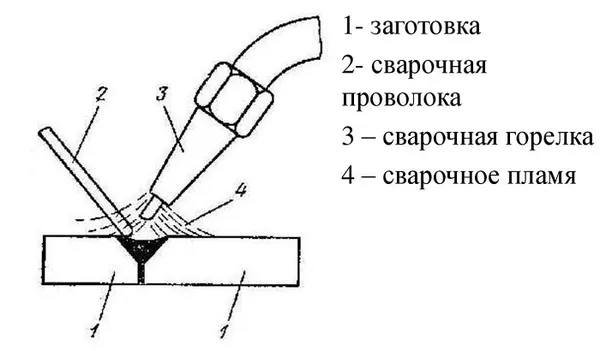
Что такое газовая сварка
Суть газовой сварки заключается в том, что металл соединяемых заготовок и присадочный металл расплавляются под действием тепла, выделяющегося при сгорании горючих газов. Для достижения высокой температуры горючие газы смешиваются с чистым кислородом в газовом смесителе. Коэффициент смешивания может быть быстро отрегулирован путем изменения количества подаваемого в смеситель газа. Это позволяет установить оптимальный процесс сварки или резки.
Газовая сварка имеет меньший нагрев рабочей зоны по сравнению с дуговой сваркой. Это является преимуществом при сварке инструментальной стали, чугуна и цветных металлов. Сварка этих металлов должна производиться путем медленного нагрева и охлаждения. Это также относится к некоторым легированным сталям.
Особенностью газовой сварки является то, что сваривать можно практически все металлы.
Достоинства и недостатки
К преимуществам газовой сварки относятся:
- низкую цену оборудования;
- возможность сварки и резки в полевых условиях;
- регулирование мощности пламени в широких пределах;
- сварку большинства видов металла и сплавов ― от алюминия до легированных сталей;
- плавный нагрев, предотвращающий деформацию деталей и образование трещин.
Недостатки:
- Низкий КПД из-за большого рассеивания тепла. По этой же причине технология не рентабельна при сварке заготовок толщиной больше 5 мм из-за перерасхода газа.
- Нагрев большой площади прилегающих к шву участков способствует образованию остаточных напряжений в металле.
- При соединении внахлест высока вероятность деформации деталей.
- Процесс газовой сварки из-за особенностей принципа работы трудно поддается механизации.
- Применение легковоспламеняющихся газов связано с высокой взрывопожароопасностью.
Область применения
К газовой сварке металлов нужно привыкнуть:
- сборки и ремонта изделий из стали толщиной до 5 мм;
- монтажа трубопроводов небольшого диаметра;
- наплавки твердых сплавов и цветных металлов на сталь и чугун;
- монтажа конструкций из тонкостенных труб;
- заделки дефектов на отлитых заготовках.
Газопламенная сварка широко используется в строительстве, сельском хозяйстве и мастерских.
Основные виды газовой сварки

Особенности соединяемых металлов и их сплавов, форма деталей, направление газовой сварки и другие факторы существенно влияют на технику.
Газовая сварка подходит для соединения чугуна и цветных металлов, поскольку она быстрее и качественнее дуговой сварки. Единственным исключением является легированная сталь. Причиной тому является низкий коэффициент теплопроводности этого сплава, что приводит к значительной деформации деталей.
На сегодняшний день разработаны различные виды газовой сварки. Это «левосторонняя сварка» и «правосторонняя сварка», а также сварка труб, многослойная сварка и газоструйная сварка.
В варианте «по часовой стрелке» сопло сварочного пистолета движется слева направо. Присадочный металл подается после того, как сопло пройдет свариваемую зону. Пламя сопла расплавляет присадочный металл. Температура, при которой он плавится, обычно ниже температуры плавления заготовки. Поэтому расплавленный присадочный металл равномерно покрывает сварной шов сверху.
«Левосторонний» тип газовой сварки называется основным процессом сварки. Процесс происходит в обратном направлении, справа налево, при этом присадочный металл подается спереди. Он считается более простым, но используется только для тонких листов. Он также менее экономичен, так как расход газовой смеси и присадочных материалов выше.
Роликовая сварка используется для листового металла и считается более трудоемкой. Форма сварного шва напоминает валик, отсюда и название. Он имеет высокое качество — без шлака, воздушных зазоров и пор.
Сварка в ванне — гораздо более сложный тип газового соединения, требующий специальных навыков. В этом процессе присадка вводится в шов по спирали, когда пламя при разных температурах воздействует на проволоку и проходит через нее. Спирали слегка перекрываются. Применяется для газовой сварки листов из низкоуглеродистой стали.
Многослойная газовая сварка считается самым сложным из известных видов сварки. Принцип заключается в наложении верхнего слоя на нижний, при этом все нижние слои полностью прогреваются. Для достижения высокого качества сварного шва необходимо постоянно контролировать положение швов, они не должны находиться друг под другом.
Каждый из вышеперечисленных видов газовой сварки характеризуется своим типом сварного шва.
Все вышеперечисленные виды газовой сварки металлов могут быть выполнены с использованием потока, который зависит от свариваемого металла. Жидкость необходима для защиты сварного шва от окислов, снижающих его качество.
Какие виды газов используются для газовой сварки
При газовой сварке используются различные виды газа: Кислород, ацетилен, бензол, пропан, МАФ, бутан, парафин, углекислый газ, коксовый газ и т.д. Наиболее часто используется ацетилен, так как температура его горения с кислородом составляет +3 000 °C.
1. ацетилен.
С2Н2— Это формула чистого ацетилена. Он бесцветен, пахнет чесноком и имеет сладковатый вкус во рту после вдыхания. Ацетилен немного легче воздуха и считается опасным для человека.
Производство этого вида газа простое: нужно только смешать воду с карбидом кальция в нужном соотношении. Поэтому его можно приготовить на месте сварки или принести с собой в бутылках. Карбид кальция — это кристаллическое, довольно твердое вещество, которое получают путем плавления кокса при температуре +1 900… +2300 °C из кокса и извести.
Бутилированный ацетилен выгоден для использования в небольших рабочих количествах. Ацетиленовые генераторы более эффективны для массового производства. Основными преимуществами этого газа являются чрезвычайно высокая температура горения, простота производства и легкость регулировки. Недостатками являются высокая стоимость и взрывоопасность.
2. заменители ацетилена.
Заменителями С2Н2для газовой сварки являются водород, пропан, пропан-бутан, коксовый газ, парафин, пропан-бутановая смесь и бензин. Как и ацетилен, эти газы способны поддерживать высокую температуру в точке сварки. Однако, несмотря на повышенное потребление кислорода, температура пламени не достигает тех же параметров, что и при сжигании ацетилена. По этой причине они в основном используются для газовой сварки расплавленных и цветных металлов. Для соединения стали они не подходят.
3. кислород.

О2действует как своеобразный ускоритель горения, который используется в процессе вместе с выбранным газом. Максимальная температура горения достигается при использовании чистого кислорода, что значительно улучшает качество сварного шва. При газовой сварке могут использоваться все три степени чистоты кислорода: 99,2%, 99,5%, 99,7%. Существует прямая зависимость между рабочей скоростью и скоростью потребления кислорода и его чистотой.
Кислород как газ не имеет вкуса, запаха, прозрачен, бесцветен и тяжелее воздуха. Его получают: из воды — электролизом, из воздуха — глубоким замораживанием. После производства кислород хранится в газообразном виде в баллонах и в жидком виде в резервуарах. При сварке необходимо тщательно контролировать количество кислорода, так как перепроизводство приводит к окислению шва.
4. углекислый газ.
СО2Двуокись углерода сильно окисляется и имеет характерный запах. Он в 1,5 раза легче углекислого газа, но очень растворим в водной среде. Для работы с чугуном, коррозионно-стойкими сталями, углеродистыми сплавами и металлами, низколегированными соединениями используются три вида углекислого газа.
5. защитные элементы.

Инертные газы используются для защиты сварочной ванны от воздуха. Их преимущества заключаются в том, что они бесцветны, не имеют запаха и нерастворимы в металле.
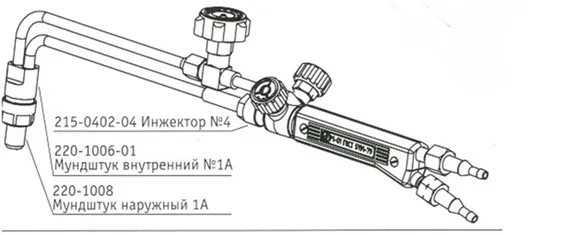
Какие виды газовых горелок применяются для сварки

Газовая горелка — важный и довольно сложный элемент сварочного оборудования, хотя на первый взгляд это не так. Она нужна для того, чтобы горелка воздействовала на металл и помогала регулировать объем и мощность пламени в определенных пределах.
Газовые горелки делятся на различные типы:
Исходя из типа используемого газа, они делятся на:
- ацетиленовые;
- под жидкое горючее, а также иные газы.
Исходя из метода обработки, они делятся на:
1. газовые сварочные горелки с инжектором и без инжектора.
Необходимость поддержания требуемого давления газа привела к тому, что горелки оснащаются эжекторным насосом. Когда давление газа высокое, насос не нужно включать, так как топливо уже подано до необходимого уровня. Однако если газ находится в баллонах под низким давлением, подачу газа увеличивают. В этом случае давление повышается искусственно. Это происходит, когда инжектор используется для принудительной подачи газа. Затем кислород смешивается с другими газами в сварочной камере горелки до тех пор, пока не будет достигнута необходимая смесь, дающая факел.
Самые простые горелки — это горелки без инжектора. Газы (кислород и топливо) для горелки подаются в смеситель через систему подачи. К ней относятся: шланги, клапаны и ниппели. Смесь для качественного пламени уже омогенизирована в смесителе.
Она подается через концевой шланг в форсунку, где воспламеняется и образует необходимое для работы пламя. Для регулирования процесса горения необходимо тщательно контролировать давление подачи смеси из форсунки. Скорость, с которой кислородно-ацетиленовая смесь выходит из сопла, может составлять 70-160 м/с. Если скорость недостаточна, она взорвется. Если скорость недостаточна, смесь взорвется внутри, когда она попадет в горелку. Если оно слишком высокое, пламя отрывается от горелки и гаснет.
Горелки высокого давления могут работать с метаном и водородом. Они относительно просты в эксплуатации, но используются гораздо реже, чем инжекционные горелки низкого давления.
2. эксплуатация горелок низкого давления.
Система подачи (ниппель и регулирующий кран) подает в горелку кислород под высоким давлением (4 атм). Газ проходит через инжектор с высокой скоростью. Кислород в камере эжекторного насоса создает пониженное давление (ниже атмосферного), так что горючий газ попадает в камеру. Он проходит через ниппель и клапан, затем через инжектор и смешивается с кислородом в смесительной камере. Затем он направляется в мундштук со скоростью, необходимой для работы.
Во время работы потребление кислорода постоянно, так как на него не влияют внешние факторы. Это не относится к ацетилену, на который влияют колебания давления, нагрев мундштука и увеличение сопротивления. Это приводит к увеличению потребления.
3. другие типы горелок.
Газовые горелки, использующие жидкое топливо, например, парафин, бензин, применяются в различных отраслях промышленности. В горелках этого типа распыляется смесь кислорода и парафина, что приводит к испарению мелких капель топлива за счет нагрева форсунки.
Сферы применения
Использование газовой сварки позволяет выполнять следующие виды работ:
- приваривание различных металлических деталей;
- пайка, включая ремонт поврежденных элементов;
- наплавка;
- разрезание труб и листов стального проката на отдельные заготовки.
Неоспоримые преимущества газовой сварки обуславливают ее широкое применение в строительстве, промышленности, жилищно-коммунальном хозяйстве, мастерских, а также для выполнения некоторых операций в частных домах и на дачах.
При соединении и разъединении всех металлических деталей создаются высококачественные изделия. При соединении плавлением стыки элементов начинают расходиться, и сразу после застывания металла образуется очень прочный сварной шов, который можно подвергать дальнейшей обработке
Плакирование используется для нанесения другого металла на поверхность основного металла. Этот процесс может использоваться для восстановления изношенных деталей, увеличения размеров деталей и наплавки материалов с более высокими параметрами твердости.
Процесс наплавки поверхности увеличивает срок службы детали, снижает затраты на ремонт и уменьшает расход материала.
Необходимое оборудование
Для газовой сварки требуется ряд оборудования. Давайте рассмотрим основные компоненты.
Водяной затвор
Это довольно простая, но очень эффективная защита трубки газогенератора и других рабочих компонентов от возгорания в виде противодавления, исходящего от горелки.
Очень важно, чтобы жидкость в пробке находилась на уровне между горелкой и ацетиленовой трубкой.
Газовые баллоны
В зависимости от свойств газа все баллоны могут иметь разный цвет. Однако, как правило, в этом случае пробка никогда не должна быть цветной, чтобы избежать риска взаимодействия газа с эмалью.
Еще один нюанс — к ацетиленовым баллонам нельзя прикреплять медные детали, так как при реакции меди с газом возрастает риск взрыва.
Шланги различного назначения
Эти устройства выполняют сразу несколько функций — они используются для транспортировки нагретых жидкостей и газов. Поэтому их нельзя сравнивать с садовым шлангом для полива приусадебных участков, это серьезные, прочные и надежные компоненты со своими техническими параметрами.
Можно выделить три типа шлангов:
- с красной полоской — используются для перемещения газов и жидкостей под рабочим давлением до 6 атм;
- с жёлтой полоской — служат для перемещения горючих жидкостей;
- с синей полоской — работают при давлении в пределах 20 атм.
Газовые горелки
В них смесители смешивают пары жидкости с газами. Они выпускаются в различных исполнениях, которые можно разделить на инжекторные и безинжекторные.
Имеющиеся модели могут иметь различную производительность и другие технические характеристики.
Редукторы
Они незаменимы при работе под высоким давлением газа. Редукторы давления снижают давление газа, выходящего из баллона, и могут работать в прямом или обратном направлении.
Самые современные модели покрыты серебром и используются для транспортировки жидкого газа. Эти элементы предотвращают замерзание газовой смеси, когда она вытекает из баллона.
Газовый пост
Это специальный стол для сварки. Оптимальным выбором является стол с блокируемой и реверсивной оптикой. Хорошее позиционирование дополняется вытяжной системой и системой безопасного хранения инструментов сварщика.
Конструкция должна включать соединительную муфту, крышку, обратные клапаны, резиновые уплотнительные кольца, вентили, вытяжную систему, запальник и основные принадлежности.
Все оборудование должно соответствовать требованиям ГОСТа.
Расходные материалы
Вопрос об использовании того или иного защитного газа очень важен, поэтому сделать правильный выбор можно, только зная свойства каждого газа.
Помещения, в которых находятся баллоны с газом, должны быть свободны от прямого ультрафиолетового света и источников тепла.
Кислород для сварки добывается из обычного воздуха с помощью специального оборудования и делится на три категории в зависимости от чистоты:
- высший сорт — концентрация газа составляет 99,5%;
- первый сорт — от 99, 2%;
- второй сорт — от 98,5%.
Ацетилен — еще один популярный газ, используемый как для газовой сварки, так и для резки металла. Как и кислород, он не имеет запаха и вкуса и изготавливается из воды и карбида кальция. Ацетилен — довольно дорогой газ, но он имеет явное преимущество перед всеми другими сварочными материалами. Это связано с его температурой горения, которая выше, чем у пропана или метана. Однако следует помнить, что этот газ может взорваться, если его нагревать в течение длительного времени и при постоянном высоком давлении.
Для сварки металла необходим флюс и сварочный пруток. Сварочный пруток перед работой необходимо очистить от грязи и следов ржавчины. Вместо проволоки можно использовать металлические полосы из того же материала, что и свариваемые детали.
Флюс используется для защиты сварочной ванны от негативного воздействия внешних факторов. Обычно используется борная кислота или бура. Флюс наносится либо на свариваемые детали, либо непосредственно на сварочный пруток.
Она необходима для сварки всех металлов, кроме углеродистой стали. Этот присадочный материал особенно важен для медных и алюминиевых сплавов.
Описание технологии сварки
Газовая сварка имеет некоторые особенности. Существует несколько способов проведения работ.
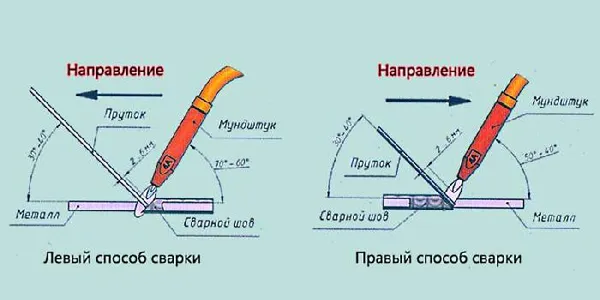
Правая и левая
Различают правостороннюю и левостороннюю сварку. Первый вариант является наиболее часто используемым. В этом случае горелку перемещают от правого края к левому. В этом случае струя пламени направляется непосредственно на проволоку, которая продвигается перед горелкой. Этот метод часто используется для сварки мелких деталей, тонких расплавов и материалов, которые плавятся даже при низких температурах.
Во втором варианте горелку перемещают от левого края к правому. В этом случае проволока продвигается вслед за пламенем. Левый шов обеспечивает более глубокое воздействие и лучшее соединение.
Многослойный метод
Этот метод используется, когда необходимо выполнить высокопрочный сварной шов. Нижний слой отжигается, а затем производится поверхностная сварка верхнего слоя. Таким образом, отжигаются все слои. Это положительно влияет на качество сварного шва.
Сквозной валик
В этом процессе верхний край существующего отверстия в заготовке постепенно расплавляется, а затем расплавленный металл наносится на нижний край отверстия. Этот процесс требует, чтобы листы были закреплены вертикально. Таким образом, шов приобретает форму цилиндра.
Сварочные ванночки
При этом методе вдоль шва образуются полости. В каждую из этих полостей вставляется присадочная проволока, которая расплавляется и заполняет полости. Сопло перемещается на новый участок, и следующая ванночка накладывается на предыдущую.

Окислительное пламя
Этот процесс используется для соединения элементов, изготовленных из сплавов низкоуглеродистой стали. В этом случае пламя окисляет материал, в результате чего образуется оксид железа. Для окисления используется порошковая проволока, изготовленная из кремния и марганца.
Отдельно о сварке труб
При сварке труб в швах не должны образовываться комки. Они будут препятствовать движению жидкости внутри трубы. Кроме того, стенки не должны плавиться.
Трубы свариваются в один слой и за один проход. Кривизна шва не должна превышать 1-3 мм. Шов должен быть как можно более плоским.

Газовая резка и виды резаков
Резка пламенем — самый простой и эффективный способ резки твердых металлических поверхностей. Для этого вида работ требуется специальное оборудование — резаки.
Различают следующие типы:
- пропановый;
- кислородный;
- керосиновый;
- ацетиленовый;
- комбинированный;
- водородный и т.д.
В зависимости от конструктивных особенностей резаки делятся на дуговые и трехтрубные. Чтобы сделать разрез, необходимо открыть вентиль с кислородом, а затем с горючим газом. Затем смесь поджигается. Режущий наконечник нагревается и производится разрез.







