В сварочных полуавтоматах реализована обратная связь «сила тока — скорость подачи проволоки», благодаря чему осуществляется полуавтоматическая работа. Сварщику необходимо только поддерживать дугу нужного качества и вести горелку вдоль металлического шва, а скорость подачи проволоки изменяется в зависимости от величины тока.
Полуавтоматическая сварка (MIG-MAG): виды, принцип работы, как выбрать
В этой публикации, подготовленной в сотрудничестве с опытными сварщиками, в простой и понятной форме объясняется, что такое полуавтоматическая сварка, где она применяется и какие преимущества дает этот метод. Основываясь на личном профессиональном опыте, наши эксперты дают советы по выбору подходящего источника питания и компонентов, а также объясняют, на какие критерии следует обращать внимание. Статья будет полезна как новичкам в мире электротехники, которые хотят разобраться в специфике процесса и выбрать свой первый аппарат, так и тем, кто хочет повысить эффективность своей работы.

В этой статье вы найдете ответы на следующие вопросы:
- Что такое сварка MIG/MAG?
- По какому принципу происходит соединение изделий?
- В каких сферах применяются полуавтоматы?
- В чем заключаются преимущества метода?
- Что входит в комплект оборудования?
- Как выбрать аппарат полуавтоматический?
- Какие аксессуары обеспечат безопасность?
Что такое полуавтоматическая сварка?
Это вид дуговой сварки, который характеризуется высокой производительностью и не предъявляет жестких требований к квалификации сварщика. Процесс MIG/MAG является самым быстрым из всех ручных процессов. Его также выбирают за относительную простоту — научиться сварке легче всего новичку, начинающему с этого процесса, поскольку процесс подачи присадочного металла здесь автоматизирован, и оператору не приходится менять электроды во время работы.
Изначально полуавтоматическая сварка была разработана для обработки алюминия, но позже технология была усовершенствована. Сегодня процесс MIG/MAG широко используется, поскольку позволяет соединять широкий спектр металлов: стали, в том числе нержавеющие, алюминий и его сплавы.
Полуавтоматические машины могут использоваться для выполнения сложных соединений и получения высококачественных и прочных сварных швов. Лидерами рынка являются такие мировые производители, как шведская компания ESAB, американская Lincoln Electric, немецкие EWM и Fubag, итальянская BlueWeld, а также отечественные поставщики КЕДР и СВАРОГ.

Полуавтоматическая сварка. Принцип работы
MIG/MAG — это механизированный процесс, при котором направленное движение присадочного металла (проволоки) в свариваемой зоне является автоматическим, непрерывным и равномерным. Работа подачи, используемая в полуавтоматических аппаратах, облегчает работу сварщика, но горелку перемещает сам сварщик. В процессе сварки плавится сам металл и присадочный металл. Ток, необходимый для зажигания и горения дуги, подается от инверторного источника.
Полуавтоматическая сварка — это промежуточный процесс между ручной и автоматической сваркой. Причина его «промежуточного» статуса — механизм подачи. Кто не мечтает делегировать часть своих задач кому-то другому, особенно если этот «кто-то другой» достаточно ответственен? В процессе MIG/MAG за подачу присадочного металла в зону сварки отвечает уже не сварщик, а подающее устройство.
Сварочные аппараты со встроенной подачей проволоки, такие как REAL SMART MIG 200 или ULTRAMIG-180 COMPACT от KEDR, являются полуавтоматами, характеризующимися компактной конструкцией, т.е. механизм подачи расположен в отдельном (выносном) блоке, который идет в комплекте с аппаратом, например, конвертер СВАРОГ REAL MIG 250F, а также может быть дополнительно докуплен, например, КЕДР AlphaMIG-350S Plus, для которого можно выбрать механизм подачи проволоки исходя из личных предпочтений и профессиональной деятельности.
Скорость подачи проволоки, как и другие параметры, устанавливаются оператором перед началом работы. В отличие от конвертера для ручной дуговой сварки, полуавтомат помогает экономить время — процесс соединения металлических деталей происходит гораздо быстрее благодаря наличию механизма подачи.
Важное уточнение: процесс MIG — это сварка в среде защитного газа, процесс MAG — сварка в среде активного газа.
Способы сваривания с применением защитного газа и без
Полуавтоматическая сварка осуществляется с использованием защитного газа, который может быть любым из нижеперечисленных:
- активный (такой, как углекислый и смеси с его применением);
- инертный (например, гелий, аргон и их смеси);
- газовая среда, образующаяся при плавлении порошковой проволоки.
Наши эксперты отмечают, что на практике профессионалы чаще всего выбирают для сварки стали смесь аргона и углекислого газа. Использование этой смеси позволяет уменьшить количество брызг и улучшить качество сварных швов.
Полуавтоматическая сварка может быть дешевле, если знать и применять некоторые полезные советы и приемы. Для снижения неэффективного расхода газа комплекты оборудования и полуавтоматы могут быть дополнены экономайзером, который устраняет повышение давления в начале сварки. Устройство подключается к выходному порту редуктора/регулятора давления. Отличным инструментом, который сэкономит ваши деньги и нервы, может стать экономайзер P1 марки SWAROG. Это устройство поддерживает заданный расход на постоянном уровне в течение всей операции. Он особенно эффективен для коротких и точечных сварных швов.
Другой метод — полуавтоматическая сварка проволокой в среде защитного газа (GW), которая часто используется для сварки и сварки с наращиванием углеродистых и низколегированных сталей.
Устройство полуавтомата
Конструкция сварочного полуавтомата и его состав практически не зависят от его назначения и области применения. Основные компоненты, входящие в состав такого аппарата:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
- емкость с инертным или активным газом и газовое оборудование к ней.

Кроме того, торговля сварочным оборудованием предлагает различные аксессуары для полуавтоматической дуговой сварки, такие как аксессуары для размотки, аксессуары для сварки труб, подставки для раструбов, крышки, капоты и многое другое.
Источники питания
Полуавтоматы в основном предназначены для работы на постоянном токе, поэтому в качестве источника питания в них используются либо выпрямители, либо инверторы. Первые относительно недороги, но имеют значительные габариты, ограниченные возможности контроля тока и проблемы с пульсацией тока. Инверторные источники питания намного дороже, но не имеют всех этих недостатков. Они позволяют выводить режимы и силу сварочного тока для различных режимов работы и конкретных типов металлов и сплавов, а также оснащены автоматическим индукционным контролем.
Только инверторы могут вырабатывать переменный ток сбалансированной полярности, необходимый для сварки алюминиевых и магниевых сплавов.
Сварочный рукав
Сварочный шланг используется для подачи защитного газа, сварочной проволоки, тока и охлаждающей жидкости в зону сварки. Один конец шланга подсоединяется к полуавтомату, а другой — к горелке. Сварочный шланг представляет собой трубку с каналом подачи сварочной проволоки посередине, вокруг которой проходят шланги защитного газа и охлаждающей жидкости (только на некоторых аппаратах), а также кабели питания и управления.
На рисунке (выше) показан обычный «евроштекер» для подключения такого шлангового кабеля. Большой разъем (закрытый заглушкой) — это выход сварочного кабеля, маленький (справа от него) — подача газа. Два контакта kl one в верхней части используются для управления сменой режима. Плоская нижняя часть штекера — место подключения силовых кабелей для сварочного тока, а резьбовая муфта — место подключения заземления.
Сварочные рукава имеют очень высокие требования к мощности. Поэтому они очень дороги, и их длина также влияет на цену всего устройства. С другой стороны, длина шланга определяет технические возможности полуавтомата при работе в труднодоступных местах.
Горелка
Горелка в сварочном полуавтомате — это инструмент сварщика для процесса сварки. Горелка соединена с кабельным шлангом, в который вставляются все трубы, каналы и кабели, идущие от основного блока сварочного полуавтомата. Основными компонентами горелки являются рукоятка и направляющая трубка (см. рисунок ниже). На рукоятке находится переключатель режима сварки, а на конце направляющей трубки — газовый диффузор, токовое сопло (через которое подается проволока) и сопло.
Принцип действия полуавтомата
При полуавтоматической дуговой сварке расходуемым электродом является сварочная проволока, которая непрерывно подается в зону шва (см. рисунок ниже). Управление длиной дуги и перемещением горелки вдоль металлического шва осуществляется вручную (слева направо на рисунке). При сварке в углекислом газе и защитном газе расход газа устанавливается на блоке управления газом, а включение и выключение выбирается с помощью клапана на полуавтомате.
На выходе из печи проволока подается через узкое отверстие на контактном конце, в которое сварочный ток направляется проводами, закрепленными на проволочной трубке. В результате между наконечником и изделием возникает дуга, которая расплавляет металл проволоки и образует расплавленную ванну (см. рисунок ниже), которая перемещается вместе с движением печи, оставляя остывший сварной шов.
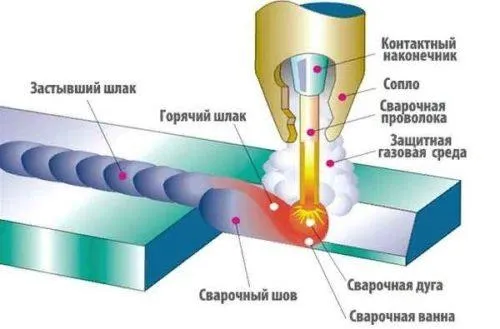
Сопло используется для формирования облака защитного газа нужной формы и плотности, который подается к нему через диффузор, прикрепленный к месту крепления контактного наконечника.
Виды сварочных полуавтоматов
Основными классификационными признаками сварочных полуавтоматов являются их конструкция и тип источника питания, другими признаками — способ подачи проволоки, тип охлаждения, напряжение питания, наличие вспомогательных функций и другие. Кроме того, аппараты различают в зависимости от типа окружающего газа: работа на защитном газе, работа на активном газе (полуавтомат на углекислом газе) и универсальный многофункциональный аппарат.
Конструктивно сварочные полуавтоматы изготавливаются в одинарном или двойном исполнении. В первом случае источник питания, газовый клапан и устройство подачи проволоки расположены в одном блоке. Во втором варианте два последних расположены в отдельном блоке, к которому подсоединяется шланг для подачи проволоки. Имеются цельные блоки как с внутренним, так и с внешним креплением катушки с проволокой.

Источники питания для сварочных полуавтоматов бывают двух типов: выпрямители и инверторы. Первые проще в обслуживании и относительно недороги, но вырабатывают постоянный ток со значительными пульсациями, имеют низкий КПД и тяжелы. Сварочные полуавтоматы инверторного типа лишены всех этих недостатков. Они могут вырабатывать практически все виды сварочного тока, даже в импульсном режиме.
Виды проволоки
Для того чтобы сварка полуавтоматом могла осуществляться без обычного углекислого или другого защитного газа, существует специальная проволока с флюсовым сердечником. В процессе поиска собственного применения я наткнулся на следующие модификации:
- Простейшая порошковая.
- 2-слойная, набитая порошком.
- С 2-мя полостями и 1-м внутренним загибом с флюсом-сердечником.
- 2-полостная и 2-мя загибами с флюсом.

Конструктивно сварочная проволока представляет собой тонкостенную трубку, заполненную внутри специальной сухой смесью. В основном это рутил, а также различные мелкодисперсные вещества, такие как железо, молибден, никель, марганец, кремний и т.д.. При воспламенении они вступают в реакцию с окружающим кислородом и азотом. Это создает защитную газовую атмосферу для получаемого сварного шва. Состав флюса варьируется в зависимости от области применения.
Настройки
Принцип работы сварочного полуавтомата не меняется, если вместо обычного процесса сварки MIG или MAG используется порошковая проволока без газа. Однако здесь есть важный нюанс — меняется направление тока. При сварке газом я обращался к горелке положительно, а к изделию отрицательно, то есть следовал правилу «обратной полярности». Здесь же идет обратный путь — «-» на горелке и «+» на изделии.

Причиной этого является необходимость в высокотемпературной сварочной ванне. Это связано с тем, что для прямого плавления и распределения потока в сварном шве требуется более высокая температура. Если вы хотите сваривать порошковой проволокой без газа, то, следовательно, вам нужна модель аппарата с возможностью смены полярности.
Первичные настройки
Если вы новичок и хотите получить качественный шов при сварке порошковой проволокой с помощью сварочного полуавтомата, рекомендую перед началом работы настроить аппарат в соответствии со следующими правилами:
- Выставить значение силы тока в соответствии с толщиной свариваемых деталей. Лично я всегда пользуюсь таблицей, прилагаемой к технической документации аппарата. При неправильном выставлении параметров либо шов будет не доварен, либо деталь будет прожжена.

- Настроить скорость поступления проволоки из сопла. Для этого на подающем приспособлении требуется установить необходимую конфигурацию сменных шестеренок. Прежде чем начать варить, рекомендую убедиться в правильности настроек и протестировать сварку на ненужных металлических деталях. В случае необходимости сделайте корректировку, и попробуйте еще раз.
- Переключить подачу в позицию «Вперед» и заполнить воронку для флюса.
- Отрегулировать рабочую длину держателя, чтобы край попадал в сварную область.
- Открыть заслонку воронки и запустить агрегат, перемещая электрод по месту соединения деталей.
- При образовании устойчивой дуги начать сварку.
Рекомендации. Будьте очень осторожны с порошковой проволокой при настройке аппарата. Ее стенки очень тонкие и хрупкие. Любое чрезмерное движение — сгибание, вытягивание, перетягивание — может привести к поломке проволоки.
Видеообзор полуавтоматической сварки без газа:
Технология
Добиться качественного сварного шва при сварке проволокой без газа с помощью полуавтоматического инвертора порошковой проволокой мне помогло соблюдение следующих правил:
- Места стыковки предварительно зачистил и обезжирил.
- На подающем механизме выставил минимальную скорость и аналогичное ему значение напряжения.
- Полярность подсоединил в соответствии с правилом для порошковой сварки.
- Ведение шва начал с верха траектории стыковки.
- Держак вел углом вперед или к верху под углом 35-45°.
- Движение пытался производить без задержек, чтобы не допустить образования капель.
- Проволоку подавал к переднему краю сварочной ванны.
- В местах соединения тяжеловесных конструкций проводил 2-ой шов, но только после очистки 1-го от шлака.
Совет. Для сварочного полуавтомата характерно образование газового облака. По физическим причинам газ поднимается вверх. Поэтому, если вы не хотите вдыхать пары металла, я рекомендую проводить сварку на открытом воздухе, либо в хорошо проветриваемом помещении, либо в рабочей зоне специального вытяжного колпака.
Видео об обучении сварке с помощью сварочного полуавтомата без газа:
Применение
Работа со сварочным полуавтоматом не представляет собой ничего сложного, если вы правильно выполните все подготовительные работы. Ниже показано, как подключить сварочный полуавтомат к газовому баллону и как выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо произвести полную регулировку всех компонентов подачи. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на шпинделе катушки проволоки. Затем найдите прижимной ролик подающего устройства и отрегулируйте его натяжение. Наконец, отрегулируйте подачу сварочного газа. Для этого наденьте на баллон газовый редуктор.
Не забудьте установить величину сварочного тока. Мы рекомендуем вам установить низкий ток и постепенно увеличивать его по мере работы. Так вы избежите ожогов и коротких замыканий. Чтобы найти оптимальный ток для вашей заготовки, воспользуйтесь таблицами. Их легко найти в Интернете.
Газ и проволока
Как вы теперь знаете, полуавтоматы работают в сочетании с газовым баллоном. Газовый баллон подключается к полуавтомату с помощью специального шланга. Газ подается в зону сварки и защищает металл от окисления, улучшая качество сварных швов. В качестве защитного газа могут использоваться аргон, углекислый газ, гелий, водород и азот. А также смеси этих газов.

Помимо газа, в качестве электрода используется металлическая проволока. Проволока может быть легковоспламеняющейся или невоспламеняющейся. В первом случае проволока участвует в образовании сварного шва, смешиваясь с основным материалом. Во втором случае проволока только подводит ток к сварному шву и расплавляет металл. Существует также проволока с сердечником. Это полая трубка с флюсом внутри. Во время сварки внешняя металлическая оболочка плавится и выделяет пары флюса, которые по своим свойствам схожи с защитным газом. По этой причине при сварке порошковой проволокой нельзя использовать газ.
Однако следует отметить, что порошковая проволока не является полной заменой защитного газа. Получаемые сварные швы имеют более низкое качество, поскольку порошковая проволока просто не обладает теми же свойствами, что газ. Этот тип проволоки используется для сварки в труднодоступных местах. Например, на большой высоте. Если у вас есть возможность носить с собой сварочный баллон, лучше выбрать газовую сварку.
Техническое обслуживание и хранение
Сварочный полуавтомат — это технически сложное электрическое устройство. И чем дороже ваш полуавтомат, тем он сложнее. А все мы знаем, что количество поломок и простота обслуживания во многом обусловлены простотой электрического устройства.
Классический сварочный трансформатор очень прост и поэтому надежен. Его можно легко собрать в мастерской, а запасные части стоят недорого. Всего этого нельзя сказать о полуавтомате. Полуавтомат основан на современных транзисторных схемах, которые не переносят пыли, грязи и высокой влажности. Из вышесказанного легко понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год сдавайте полуавтомат в сервисный центр для технического обслуживания. Там корпус (включая внутреннюю часть) очищается сжатым воздухом, проверяется функционирование машины и очищаются все винты, гайки и крепежные элементы.
Храните полуавтомат в картонной коробке, обернутой полиэтиленовой пленкой. Не оставляйте аппарат зимой в неотапливаемом гараже или доме. Если вы можете себе это позволить, занесите сварочный полуавтомат в дом и храните его там.
Вместо заключения
Сварочный полуавтомат — это технический и современный сварочный аппарат. В этой статье мы постарались подробно и доходчиво объяснить, как работает сварочный полуавтомат и каков принцип работы инверторных сварочных аппаратов в целом.
Сварочный полуавтомат пригодится вам и на даче, когда вы хотите сделать более сложный ремонт, и в мастерской, когда речь идет о качестве швов при кузовных работах, и в цеху, когда вы свариваете сложные металлические конструкции.
Современное полуавтоматическое оборудование представлено в широком ассортименте и позволяет выполнять как любительские, так и профессиональные сварочные работы. При выборе сварочного аппарата обращайте внимание не только на цену, но и на технические характеристики, качество сборки и гарантию. Не покупайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших ожиданий и быстро выйдет из строя. Удачи вам в работе!
Что вы думаете об этом предмете?
Преимущества
Преимущества полуавтоматической сварки:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является то, что защитный газ выходит струей. Относительно простое управление процессом делает полуавтоматическую сварку возможной для начинающих.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного процесса. Основное различие между автоматической и полуавтоматической сваркой заключается в том, что полуавтомат механически вставляет проволоку, служащую электродом, в рабочую зону, но затем перемещает ее вручную. Это позволяет правильно формировать сварной шов и контролировать его качество.
Автоматическая сварка подходит для массового производства или производства больших объемов продукции. На сварочных форумах иногда задают вопрос, как сваривать полуавтоматическими электродами. Опытные сварщики говорят, что это радикальное изменение аппарата, но это не гарантия качественной сварки.
Обучение
Обучение сварке полуавтоматом можно пройти на специальных курсах. Программа включает в себя теоретические и практические курсы. Вы можете выбрать индивидуальное обучение в соответствии с вашим личным графиком и узнать все о полуавтоматической сварке. После окончания обучения необходимо сдать экзамен и доказать, что вы усвоили все знания.
Вы получите сертификат установленного образца с перечнем прослушанных курсов и пройденной практической подготовки, дающий вам звание электрогазосварщика. Также возможно получение диплома международного образца, который позволит вам применять свои знания в других странах.
Обучение сварке полуавтоматом дает представление о типах полуавтоматического оборудования, выборе типа сварки и диаметра проволоки, а также о технологии процесса сварки. Теоретическое обучение по теме «Оборудование для полуавтоматической сварки» дает вам понимание используемых материалов и маркировки проволоки. Основы полуавтоматической сварки включают в себя структуру полуавтоматического оборудования, принцип его работы, безопасность сварщика, подготовительные работы и выбор сварочных процессов.
Вы сможете не только узнать все о полуавтоматической сварке, но и применить эти знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и объяснит, как их исправить. Преимущество групповых занятий состоит в том, что вы слышите вопросы других студентов и узнаете правильные ответы. На практических занятиях необходимо выслушать все ситуации, из которых можно почерпнуть много полезной информации.
На курсах сварки полуавтоматом преподают профессионалы с большим опытом работы. Эта профессия очень востребована и хорошо оплачивается. На курсы могут записаться и те, кто уже занимается сваркой, но хочет повысить свою квалификацию. Обучение сварке полуавтоматом поможет вам понять, что такое сварка. Полученные знания помогут вам с легкостью читать планы и понимать технические материалы.







