Как трансформаторные, так и инверторные аппараты используются в быту и на небольших производствах. Системы ММА необходимы для выполнения небольших партий швов, не требующих большой инфраструктуры.
Сварка нержавейки в домашних условиях: варианты, советы, видео
В таком процессе, как сварка нержавеющей стали, важно учитывать как физические свойства материала, так и его химический состав. Только так можно обеспечить качество и надежность соединения.

Сварка нержавеющей стали аргоном
Факторы сложности для сварки деталей из нержавеющей стали
Основная сложность при сварке нержавеющей стали заключается в том, что это высоколегированный материал, который содержит большое количество элементов, влияющих на его свойства. Хром является одним из таких элементов, особенно в нержавеющей стали. Его содержание в сплаве может составлять 12-30%. Вместе с такими элементами, как никель, титан, марганец и молибден, хром придает нержавеющей стали коррозионную стойкость и другие свойства, влияющие на свариваемость.
Для тех, кому не хочется читать длинные статьи и вникать в технические подробности, мы просто рекомендуем два видеоролика с основными вариантами ручной сварки нержавеющей стали — электродом с инвертором и снова с инвертором, но уже под защитным газом (аргоном).
При сварке нержавеющей стали необходимо учитывать следующие особые свойства этого материала.
Относительно высокий коэффициент линейного расширения нержавеющей стали.
Поэтому при сварке нержавеющей стали всегда происходит значительная деформация соединяемых деталей. В некоторых случаях, когда свариваемые детали толстые и между ними нет расстояния, эти деформации могут даже привести к образованию больших трещин.
Теплопроводность нержавеющей стали в 1,5-2 раза ниже, чем у низкоуглеродистых сплавов. Материал настолько теплопроводен, что свариваемые детали плавятся уже при сварочном токе, который на 15-20 % ниже, чем у низкоуглеродистой стали.
При сильном нагреве нержавеющей стали (выше 500 градусов Цельсия) возникает так называемая внутрикоррозионная коррозия. Это происходит потому, что на концах зернистой структуры металла начинают образовываться промежуточные слои хрома и карбидов железа. Этого явления можно избежать не только путем тщательного подбора условий сварки, но и принудительным охлаждением свариваемых деталей из нержавеющей стали, которое можно осуществлять с помощью обычной воды. Однако следует отметить, что водяное охлаждение подходит только для деталей из хромоникелевых сталей, имеющих аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления электроды с хромоникелевыми стержнями сильно нагреваются при сварке деталей из нержавеющей стали. Чтобы избежать этого нежелательного эффекта, используются сварочные электроды из нержавеющей стали длиной до 35 см.
Сварочные электроды Sabaros ME 101 3,2 мм для сварки нержавеющей стали
Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющей стали, которые характеризуются высоким содержанием хрома, может осуществляться с использованием различных методов. К ним относятся, в частности, следующие техники сварки:
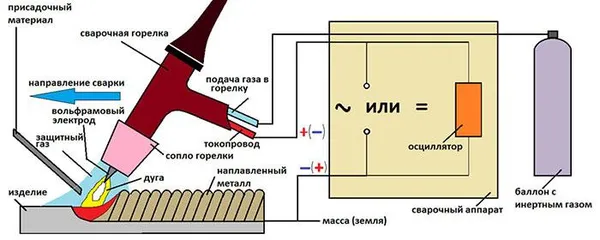
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
Техника сварки фитингов из нержавеющей стали включает тщательное обезжиривание их поверхности ацетоном или авиационным бензином. Это делается для того, чтобы уменьшить пористость сварного шва, сделать сварочную дугу более стабильной и тщательно очистить кромки соединяемых деталей от краски. Только после тщательного удаления краски можно приступать к выбранному процессу сварки. Существует несколько основных процедур для сварки деталей из нержавеющей стали, но есть и техники, которые используются реже. В любом случае, решение о том, как сваривать нержавеющую сталь, должно зависеть от конкретных условий и требований к формируемому соединению.
Способы сварки нержавеющей стали
- Сварка электродами — в основном применяется в том случае, когда нужно варить нержавеющую сталь в домашних условиях. Сварка осуществляется посредством инвертора, который помогает получить качественный и надежный сварной шов.
- Сварка аргоном и вольфрамовыми электродами.
- Полуавтоматическая сварка в газовой среде.

В домашних условиях, как уже говорилось, при сварке нержавеющей стали в основном используется первый способ. Сварочное оборудование есть у многих, и достать электроды для сварки нержавеющей стали не составляет особого труда.
Какими электродами варить нержавейку
Для сварки нержавеющей стали используются специальные электроды, которые имеют низкое тепловое расширение и высокий модуль упругости. Кроме того, электроды для нержавеющей стали должны обладать высокой тепло- и износостойкостью и повышенной стойкостью к термической ползучести.
Электроды ESAB OK 67.60 хорошо зарекомендовали себя при сварке нержавеющей стали. Для сварки также можно использовать электроды ESAB OK67.60 с рутиловым оксидным покрытием, которое легко зажигается и имеет хорошую адгезию к сварочной дуге.

Из отечественных электродов для сварки нержавеющей стали лучше всего подходят электроды ЦЛ-11 или ОЗЛ-8. Они не так дороги, но требуют от сварщика некоторого навыка. Часто эти электроды прилипают к металлу и выходят из строя при сварке нержавеющей стали.
Как варить нержавейку в домашних условиях
Подготовка поверхности перед сваркой — залог успеха. Лучше всего предварительно удалить грязь и мусор с поверхности заготовок. Затем их следует протереть растворителем, чтобы удалить следы смазки.

Затем поверхность нержавеющей стали следует очистить с помощью… Сварочные брызги. Для этого необходимо опрыскать поверхность специальным спреем. Если вы хотите хорошо сварить нержавеющую сталь, вы должны помнить о двух вещах: Вы не должны перегревать свариваемый металл и должны быть очень внимательны при выборе подходящего электрода.
Тонкости сварки нержавеющей стали:
- Варить нержавейку лучше всего наОбратная полярность, когда к электроду подведён плюс от инвертора, а на металл идёт минус.
- Зазор между свариваемыми заготовками должен быть минимальным.
- Нельзя быстро охлаждать сварной шов.
- Для охлаждения шва следует использовать медные подкладки. Аустенитную сталь допускается охлаждать водой.

Сварка нержавеющей стали имеет свои особенности, которые необходимо учитывать для получения высококачественного шва.
Обзор применяемых электродов
С помощью обычных сварочных электродов нержавеющую сталь нельзя соединять с черными материалами. Однако они отлично подходят для непосредственной обработки самой нержавеющей стали. Высоколегированные стали можно сваривать стандартными изделиями российских и зарубежных производителей. Популярностью пользуется продукция шведской компании ESAB.
Они отличаются хорошим качеством, быстро зажигают дугу и поддерживают ее стабильность.
Для стали подходят электроды типа ОК 61.30:
- 12Х18Н10;
- 12Х18Н10Т;
- 08Х10Н10.
Продукция отечественных брендов относится к среднему ценовому диапазону. Однако неопытным людям работать с ними очень сложно. Существует большая вероятность застревания или колебания дуги. Однако при правильной работе это не влияет на свойства образующихся сварных швов. Строгое соблюдение техники сводит к минимуму риск возникновения внешней и внутренней коррозии.
Важно: Все эти электроды изготовлены из самой нержавеющей стали. Для соединения коррозионно-стойких и обычных металлов необходимо использовать переходные электроды.
Проблема такого сварного шва заключается в разнице температур плавления. Сплав плавится на поверхности оставшегося ковким черного металла. Для изготовления переходных электродов действует специальный ГОСТ, который решает эту проблему.
Говоря о наиболее качественных шестернях постоянного тока, следует обратить внимание на ZL-11. Его состав также подходит для стали с высоким содержанием хрома и никеля. Сварной шов будет вязким и прочным. Он будет иметь чистый внешний вид. В качестве побочного эффекта ожидается высокая ударная прочность и минимальный риск разбрызгивания.
Электроды с маркировкой ОЗЛ-8 подходят для сварки конструкций и деталей, предназначенных для работы при высоких температурах — до 1000 градусов. В остальном они существенно не отличаются от ЦЛ-11. Электроды с обозначением НЖ-13 являются оптимальным решением для сварки пищевой стали. Эти электроды также подходят для сплавов, содержащих никель, хром и молибден. Во время работы образуется относительно тонкий шлаковый слой, для отделения которого сварщику не нужно прилагать никаких усилий.
Вот еще несколько возможностей:
- ЗИО-8 – помогут сварить жаростойкий металл;
- НИИ-48Г – для наиболее ответственных объектов;
- ОЗЛ-17У – позволяют создать шов, устойчивый к фосфорной либо серной кислоте.
AC можно использовать для сварки нержавеющих сталей:
- ЛЭЗ-8;
- ОЗЛ-14/ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- АНВ-36 и некоторых других модификаций.
Вольфрамовые электроды рекомендуются для работы в инертной атмосфере на постоянном токе. Это отличное решение для соединения тонкостенных деталей. Они также подходят для сварки и в ситуациях, когда сварной шов должен быть очень прочным.
Следует отметить, что электроды переменного тока менее распространены, чем электроды постоянного тока.
На это следует обратить внимание при рассмотрении маркировки конкретного изделия:
- тип полярности;
- модификацию электрода;
- его сечение;
- общее назначение;
- слой обмазки;
- рекомендации по настройке напряжения;
- предназначение для переменного либо постоянного тока.
Оборудование
Нержавеющая сталь может быть приварена к любому электрооборудованию. С любыми видами стали можно использовать следующие типы: MIG, MMA, DC TIG, AC TIG. Однако критическим моментом в каждом случае является необходимость тщательной настройки работы аппарата. Важно, чтобы аппарат мог работать при более низкой силе тока, чем обычно. В противном случае существует высокий риск перегрева или даже возгорания материала.
Все еще актуально:
- пригодность для работы в прямой и обратной поляризации;
- опция перехода на переменный ток;
- возможность импульсных сварочных работ.
Относительно немногие профессиональные сварочные аппараты обладают всеми этими функциями. В домашнем секторе это не является проблемой. Поэтому найти подходящий аппарат для решения поставленной задачи довольно сложно.
Как трансформаторные, так и инверторные аппараты используются в быту и на небольших производствах. Системы ММА необходимы для выполнения небольших партий швов, не требующих большой инфраструктуры.
При ММА-сварке нержавеющей стали используются «основные» или «рутиловые» электроды. Диаметр зависит от толщины и качества соединяемого металла. Отличным выбором является «Сварог PRO ARC». Другие альтернативы — «PATON VDI-200R», «Сварог Tech ARC». Все эти устройства могут:
- действовать при отрицательной температуре;
- варьировать ток от 30 до 180 А;
- взаимодействовать с электродами сечением до 4 мм;
- использовать функции горячего пуска, Arc Force, Anti-Stick.
Если это не бытовые, а профессиональные аппараты, то мы можем их рекомендовать:
- Lincoln Electric;
- Kemppi Minarc;
- WM Pico 162.
Аргонная сварка нержавеющей стали в профессиональном и полупрофессиональном секторе выполняется очень аккуратно. Как правило, для этого используется оборудование с функцией SoftSwitch, которая снижает интенсивность тепловой мощности. А также полезно
- подстройка баланса тока;
- пульсирующий режим;
- корректировка частот переменного тока.
Опция MIX TIG является базовой. Эта опция характерна для профессионального и полупрофессионального оборудования. Идея заключается в том, что переменный ток чередуется между переменным и постоянным. Первый разрушает оксидный слой и освобождает металл от избыточной металлизации, а второй отвечает за плавление и сварку.
Аргоновые системы почти всегда имеют функцию SpotArc, которая отвечает за соединение металла и получение точных сварных швов на поверхности.
Хорошими примерами таких устройств являются следующие:
- Aurora Ironman;
- Triton Alutig;
- Fubag Intig;
- Aurora Pro Inter;
- «Сварог PRO TIG».
Эти устройства относятся к разным ценовым категориям. Однако качество их работы примерно одинаково. Разница, кроме незначительных нюансов, касается времени непрерывной работы и ограничения мощности. Полуавтоматическая сварка нержавейки электродами также заслуживает внимания. Даже не очень опытные специалисты могут взяться за такую работу и успешно ее выполнить.
Но в руках опытных специалистов сварочные аппараты MIG могут творить чудеса. Они могут работать как с очень тонкими листами, так и с крупными конструкциями. Для тонких материалов полезно использовать функцию настройки малой дуги. Также важны функции зажигания и импульса. Часто используется комбинация газа и монолитной проволоки из нержавеющей стали.
Технология сварки обычным электродом
При соединении нержавеющей стали следует придерживаться простых правил:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
Во время работы область соединения обезжиривается. Этот метод позволяет поддерживать постоянное пламя дуги. Ток начинается с 80 А. Под детали подкладываются теплоотводящие пластины из меди. Чтобы дуга была безопасной, расстояние между металлом и электродом составляет 2-3 мм.
Методика с использованием инвертора
Работа требует опыта и подходит не каждому новичку.
Преимущества сварки нержавеющей стали обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа выполняется тремя способами:
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как сварить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.
Перед тем как сварить нержавеющую сталь на ломе, необходимо заранее подготовить оборудование и подготовить аппарат.Рекомендуемая литература Как сварить нержавеющую сталь на ломе.

Необходимые расходники
Если вы используете инвертор, необходимо подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы — зажимы для заземления;
- кабели длиной от 2 до 6 м.
Соединение листов толщиной 3 или 4 мм и получение качественного шва становится сложной задачей, которую можно решить с помощью инвертора с осциллятором и возможностью аргонодуговой сварки (АДС).
Таким аппаратом может стать популярный Aurora PRO INTER TIG 200 PUL SE. С помощью ADS можно создавать красивые и прочные швы на тонких листах или трубах.
Настройка инвертора
Перед сваркой необходимо правильно настроить аппарат. Это делается с помощью переключателей на панели управления аппарата. Необходимые значения можно найти на панели управления:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 — 60 | 13 | 2 |
| 3,0 | 75 — 85 | 15 | 3 |
| 4,0 | 90 — 100 | 16 | 3 |
| 6,0 | 140 — 150 | 18 | 4 |
| 8,0 | 150 — 180 | 20 | 4 |
| 12,0 | 180 — 220 | 22 | 5 |
| 15,0 | 220 — 260 | 26 | 6 |
При полуавтоматической сварке или аргонодуговой сварке в защитной среде устанавливается расход защитного газа. Это делается методом проб и ошибок. Оптимальные значения составляют 6-12 л/мин. Движение проволоки в автоматической подаче устанавливается на максимальную скорость, обеспечивающую хорошее качество сварки.
Процесс пошагово
Перед началом работы мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
Сварка нержавейки электродом


Нержавеющая сталь широко используется в промышленности и в быту. Благодаря своим антикоррозийным свойствам она подходит для изготовления долговечных фильтров для воды, емкостей для химической промышленности и в качестве бытовой тары. Некоторые используют ее для отопительных или водопроводных систем, что увеличивает срок службы системы. Полотенцесушители — важный предмет, изготовленный из этого материала. Но что делать, если изделие протекает, а у вас под рукой нет профессионального инструмента? Как сваривать нержавеющую сталь электродом? Какие настройки нужно сделать на сварочном аппарате и как сваривать?

Особенности нержавеющей стали
Опытные сварщики, рекомендации которых можно увидеть на видео, знают, как сваривать нержавеющую сталь электродом. Работа с этим материалом отличается от сварки обычной стали. Поскольку этот металл ценится за устойчивость к коррозии, большинство изделий из него предназначены для работы с водой и под давлением. И проблемой для начинающих сварщиков является течь, которая возникает после остывания сварного шва. Как заварить проблемное место в домашних условиях, можно понять, если знать физические свойства металла.
Нержавеющая сталь имеет высокий коэффициент расширения. Это означает, что при нагревании расстояние между молекулами увеличивается больше, чем в других металлах. При охлаждении происходит обратный процесс, изделие «сжимается» до первоначальных размеров. Инородный металл в сварном шве, имеющий меньший коэффициент расширения, «растрескивается» во время этого процесса, оставляя микротрещины, которые вызывают утечку при работе сварочного стартера. Это требует выбора высококачественного присадочного металла (электродного стержня), способствующего взаимодействию между основным металлом и металлом шва.
Второй проблемой нержавеющей стали является ее низкая температура плавления. Сильное тепло дуги перегревает сварной шов, и легирующие элементы, отвечающие за антикоррозийные свойства, сгорают. В результате после выполнения герметичного соединения на сварном шве вскоре появляется ржавчина. Это свойство требует выбора соответствующих сварочных процедур и ступенчатой сварки во избежание локального перегрева.
Третьей проблемой является реакция углерода с кислородом в сварочной ванне. Это приводит к выделению газа на поверхности кристаллизованного шва и образованию крупных пор. В результате сварка металла становится практически невозможной. Чтобы избежать этого явления, сварочная ванна должна быть хорошо защищена от воздействия внешней среды. Для этого используется защитный газ или кожух электрода, который создает газовое облако в зоне сварки.
Применяемые электроды
Для того чтобы знать, какие электроды можно использовать для сварки нержавеющей стали, следует помнить о тепловом коэффициенте металла. Для этого выбираются электродные стержни, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие между основным и присадочным материалами и позволяет избежать ошибок.
Возможный выбор используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.







