Сечение самих метчиков составляет 0,8566 и 1,8631 см. Двухдюймовый трубный метчик делает 11 оборотов на дюйм, а сечение прорезей составляет 5,656 см.
Все о размерах метчиков для нарезания резьбы

Знание размеров метчиков очень полезно для тех, кому необходимо регулярно нарезать резьбу. Следует внимательно изучить стандартные размеры метчиков размеров М6 и М8, М10 и М12, М16 и М30. Также следует изучить размеры в дюймах и принципы выбора сечения сверл.
Стандартные параметры метчиков
Специальные резьбонарезные инструменты имеют четкую градацию по размерам. Размеры измеряются в различных пропорциях. Основной индекс резьбы, даже для метрических изделий, указывается в дюймах. Это легко обнаружить в любом описании таких изделий. Для винтов М6, например, резьба имеет сечение 0,1 см. Размер резьбового отверстия может варьироваться между 4,8 и 5 мм.
Для изделий М6 типичный базовый шаг составляет 1,25 мм. Для изделия диаметром 8 мм глубина проникновения составляет 6,5-6,7 мм. Для изделий меньшего размера (М5) эти размеры принимаются равными 0,8 мм и 4,1-4,2 мм соответственно. Интересно сравнить эту модель с самой крупной серийной моделью, М24. Ширина шага флейты составляет 3 мм, а угол установки принимается равным 1,45 см.
Металлический пробойник типа М12 наносит паз с интервалом 1,75 мм. Поперечное сечение отверстия составляет 9,9 или 10 мм. Для меньших размеров М10 значения составляют 1,5, 8,2 или 8,4 мм (минимальный и максимальный проход).
Иногда используются также метчики М16. Эти инструменты можно использовать для сверления резьбы с зазором 2 см, с каналами не менее 1,35 см и не более 1,75 см.
В некоторых случаях может потребоваться нарезать резьбу с интервалом 2,5 мм. В этих случаях используются метчики М20. Они используются для формирования прохода с поперечным сечением не менее 1,5 см. Размеры и рабочие параметры (в сантиметрах) некоторых других инструментов для завинчивания приведены в таблице ниже. Важно отметить, что все вышеперечисленное относится только к метрической резьбе.
Стандартные размеры хвостовика также являются стандартными (в миллиметрах):
- 2,5х2,1 (для метчиков не крупнее М1,8);
- 2,8х2,1 (М2-М2,5);
- 3,5х2,7 (только для метчиков М3);
- 4,5х3,4 (лишь для разметочного оборудования М4);
- 6х4,9 (от М5 до М8 включительно);
- 11х9 (М14);
- 12х9 (только М16);
- 16х12 (лишь М20);
- 20х16 (разметочные устройства М27).
Также можно найти стержни:
Дюймовые размеры
Таковы характеристики изделий из США и Великобритании. Если сечение крана составляет 3/16, то отверстие будет ровно 0,36 — 0,37 см. Довольно популярные дюймовые метчики 1/4″ имеют канавку от 5 до 5,1 мм, а показатели изделий 3/8″ составляют 7,7 мм и 7,9 мм соответственно. Шаг резьбы (в мм) будет таким же.
Для формы 1/2 предполагается шаг канавки 2,117 мм. В этом случае необходимо сделать проход 1,05 мм. Дюймовые метчики имеют шаг резьбы 3,175 мм. Диаметр отверстия достигает 2,2 см. Более крупные модели относятся к категории 17/8. Шаг резьбы составляет 5,644 мм, а диаметр отверстия достигает 4,15 см.
Обратите внимание, что помимо метрических и имперских инструментов, существуют также инструменты, предназначенные для разметки отверстий в трубах. При использовании инструмента 1/8″ ход резьбы составляет 28 оборотов на дюйм. При использовании инструмента 1/2″ ход нарезания резьбы составляет 14 оборотов на дюйм.
Сечение самой резьбы составляет 0,8566 и 1,8631 см. Трубный метчик 2″ делает 11 оборотов на дюйм, а сечение прорезей принимается равным 5,656 см.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Перфорированное отверстие (универсальное).Резьба накручивается за один проход. Рабочая часть содержит зубья для черчения и торцевого резания. Инструмент подходит для мягких металлов. Для более твердых материалов требуется большее усилие.
В комплекте.Для работы используется несколько резцов (два или три) с одинаковым размером резьбы. Для особо твердых металлов можно использовать набор из пяти резцов. Резьба производится в несколько этапов.
Начало производится с помощью шарошечного метчика, затем следует более глубокий проход резьбы и, наконец, последняя часть, когда поверхности окончательно сформированы.
Работа занимает больше времени, но качество намного лучше, а возможность поломки инструмента практически исключена,
Спецификация по применению
Станки.Более длинный хвостовик. Они предназначены для установки в патрон электроинструмента.
Станочные инструменты — ручные инструменты.Эти инструменты имеют более короткий хвостовик с квадратными стержнями. Их можно использовать вручную или с помощью дрели. Последние используют специальную отвертку для вставки винтов.

Спецификация по типу отверстия
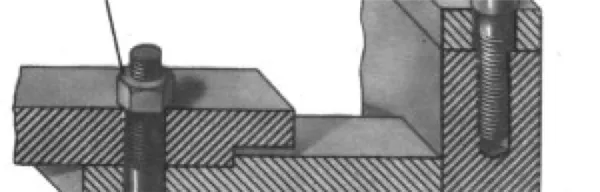
Они подходят для сквозных отверстий.Эти метчики имеют удлиненный упор (острый конец рабочей зоны), который плавно переходит в рабочий диаметр. Работать с таким метчиком несложно, а управлять им можно с помощью электропривода. После прохода инструмент просто выходит с противоположной стороны заготовки.
Для глухих отверстийКрай рабочей зоны срезается, как при использовании фрезы. Это позволяет просверлить резьбу почти на всю глубину отверстия. При работе необходимо соблюдать особую осторожность, так как тугой метчик может сломаться при достижении дна глухого отверстия. По этой причине сверление производится вручную.

Спецификация по типу рабочей зоны
Для обработки различных металлов форма рабочей поверхности (зубьев) может быть прямой, спиралевидной и с укороченными флейтами. Сами зубья располагаются по прямой линии или со смещением. Универсальные метчики в мягких и твердых сплавах не могут быть использованы.
Популярное: самодельный пресс для метчиков своими руками простой и недорогой.
Поэтому, если вы хотите нарезать правильную резьбу, необходимо использовать инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками необходимо правильно подобрать сверло и режущий инструмент для перспективного винта или шпильки.
Таблица метчиков и сверл для внутренней резьбы
Важно, чтобы диаметр отверстия и резьба соответствовали стандартам. Если диаметр отверстия слишком велик, глубина канавки будет слишком мала, а резьбовое соединение ненадежно.
Резьба сорвется при малейшей нагрузке. Другой конец — узкое резьбовое отверстие. В этом случае метчик берет на себя роль сверла, а его форма для этого не подходит. Вероятность того, что инструмент сломается, очень высока.
ВАЖНО: Если у вас нет сверла с точным диаметром, сделайте отверстие чуть меньше, а не больше.
Затем необходимо зенковать и аккуратно нарезать резьбу тройным метчиком.
Как правильно, и без потерь инструмента нарезать резьбу вручную
-
Подготовка отверстия. Выберите сверло в соответствии с таблицей и аккуратно просверлите отверстие.
ВАЖНО: Сверло должно быть острым. В противном случае металл в отверстии «закалится» под воздействием температуры, и резьба будет не такой прочной.
ВАЖНО: Идея, что резьба М4,5 будет держать штифт М5, в принципе неверна.
Гвозди — сначала очищаются жесткой щеткой, а затем продуваются сжатым воздухом.
Затем в отверстие вкручивается винт и проверяется качество резьбы. Она должна легко затягиваться без усилия. Винтовое соединение не должно быть закреплено с «кривой» резьбой.
Как выбрать сверло под метчик?
Как выбрать сверло, если нужно нарезать резьбу умеренного размера? Чтобы не ошибиться, запомните принцип сверления. Это связано с тем, что при сверлении металл удаляется вместе со стружкой, которая выходит через режущие кромки инструмента. Поэтому диаметры резьбы следует выбирать не по номинальному диаметру резьбы, а по несколько меньшему диаметру. Сориентироваться поможет следующая таблица
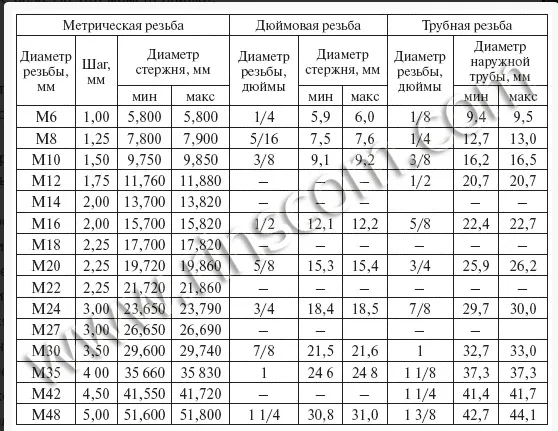
Таблица 1: Рекомендуемые диаметры отверстий и стержней
Для чугуна и очень хрупких металлов диаметр отверстия уменьшается на 0,1 мм по сравнению с табличным значением. Для резьбы имперского качества необходимо соблюдать требуемый шаг и диаметр отверстия (см. таблицу ниже).

Таблица 2: Диаметр отверстия для дюймовой резьбы
Как выбрать метчик для резьбы
В следующем разделе вы узнаете, как выбрать катушку для ниток. Внимание будет уделено основным характеристикам:
- система измерения диаметра (дюймовая, метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона, в которую вращается винт (левая, правая);
- размещение резьбы на детали (внутри, снаружи);
- форма детали (конусовидная, цилиндрическая).
Если одиночные изделия в основном используются для ремонта треснувшей резьбы, то наборы необходимы для изготовления новой резьбы. Они определяют типы метчиков для винтовой резьбы как грубую, среднюю и чистовую резьбу.
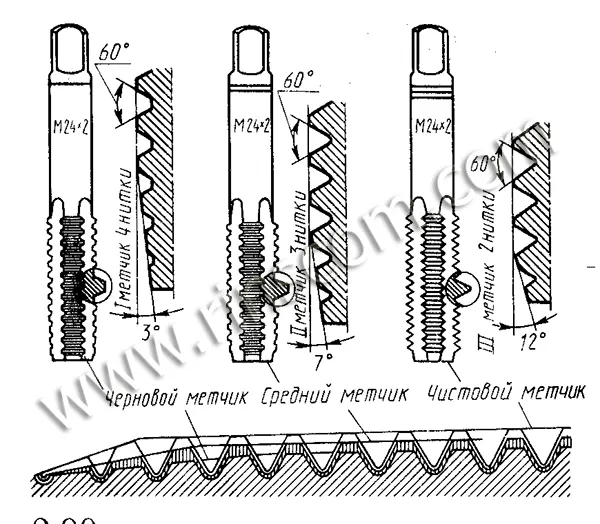
Рисунок 3: Типичный набор из трех метчиков.
Первый предназначен для черновой обработки, второй — для углубления и третий — для чистовой. Чтобы отличить одно изделие от других в наборе, посмотрите на форму торцевых частей.
- Первый метчик имеет обрезанные верхушки зубьев, внешний диаметр меньше, чем у остальных инструментов в наборе.
- Второй с короткими зубными сегментами, имеет удлиненные гребни. Диаметр среднего метчика чуть больше, чем чистового.
- Третий имеет полный гребень зубцов и совпадает по диаметру с габаритами будущей резьбы.
Тип пригодится для расчета будущего диаметра отверстия:
D отверстия = D метчика * 0,8
При выборе обратитесь к таблице.
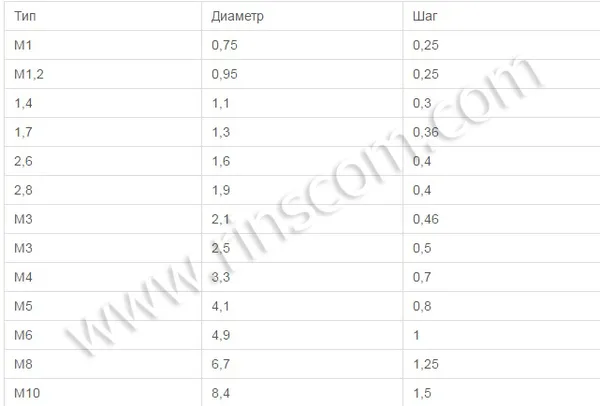
Таблица 3: Соотношение между диаметром резьбы и диаметром пилотного отверстия.
Важные моменты по выбору и работе с метчиками
- Если вы решили купить метчики в наборе, используйте их в нужной последовательности, начиная с чернового, заканчивая чистовым. В ином случае возможна порча резьбы и поломка инструмента.
- Используйте вороток после того, как приступите к работе чистовым инструментом. Обычно о том, что необходимо применить дополнительное приспособление, говорит усилившееся сопротивление.
- Возьмите угольник, чтобы проверить перпендикулярность хода метчика относительно поверхности заготовки.
- Подберите правильную охлаждающую жидкость. При этом учтите, что заготовки из бронзы и чугуна нарезают без смазки. Сталь и латунь хорошо сочетаются с льняным маслом, алюминий — с керосином, медь — со скипидаром.
Мы будем присылать вам скидки на инструменты и только полезную информацию!
Мы готовы изготовить и поставить уникальные инструменты специально по вашему заказу!
117418, Москва, улица Новочеремушкинская, дом 52, стр. 2, помещение IV, стр. 1.
- Каталог
- Бонусная система
- Хиты
- Новинки
- Как сделать заказ
- Доставка инструмента
- Возврат товара
- Вопросы и ответы
- Служба контроля качества
- Политика конфидициальности
Вся информация на данном сайте является собственностью интернет-магазина rinscom.com. Запрещается публикация информации с сайта rinscom.com без разрешения. Изображения товаров, представленные на сайте, могут отличаться от оригиналов.
- Фрезы по металлу
- Сверла по металлу
- Резьбонарезные инструменты
- Развертки
- Зенкера и зенковки
- Пластины твердосплавные
- Резцы токарные
- Абразивные инструменты
- Алмазные инструменты
- Измерительные инструменты
- Наборы инструментов
- Оснастка и приспособления
- Промышленные компоненты
- Режущие инструменты
- Ручные инструменты
- Слесарные инструменты
- Автомобильный инструмент
- Горюче-смазочные материалы
- Пневмоинструменты
- Садовый инвентарь
- Сверлильные станки
- Силовое оборудование
- Электроинструмент
- Бренды
- Деревообработка
- Фрезы по металлу
- Фреза концевая
- Наборы концевых фрез
- Концевые к/х фрезы
- Концевые ц/х фрезы
- Шпоночные концевые фрезы
- Радиусные концевые фрезы
- Отрезные дисковые фрезы
- Пазовые дисковые фрезы
- Полукруглые дисковые фрезы
- Трехсторонние дисковые фрезы
- Угловые дисковые фрезы
- Фреза торцевая твердосплавная
- Фреза концевая твердосплавная
- Фреза фасочная твердосплавная
- Наборы борфрез
- Фрезы червячные модульные с эвольвентным профилем ГОСТ 9324
- Фрезы червячные для нарезания зубьев звездочек ГОСТ 15127
- Фрезы червячные мелкомодульные ГОСТ 10331
- Фрезы для шлицевых прямобочных валов ГОСТ 8027
- Фрезы для шлицевых эвольвентных валов ГОСТ 6637
- Фрезы Новикова
Виды по конструкции
Метчики делятся на различные типы в зависимости от их конструкции. Например, по этому параметру различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
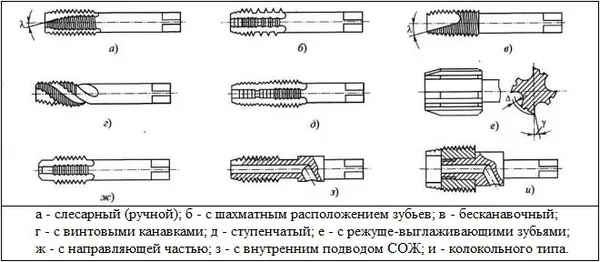
Чертежи основных типов метчиков
Конструктивно все вышеперечисленные краны отличаются друг от друга настолько, что их можно отличить друг от друга даже на фотографии.
Типы нарезаемой резьбы
Различные типы метчиков, а также различные типы плашек могут использоваться для получения различных типов резьбы на внутренних поверхностях деталей. В зависимости от типа нарезаемой резьбы метчики делятся на следующие категории.
Метчики для нарезания метрической резьбы. В этих случаях нарезаемый элемент резьбы имеет форму равнобедренного треугольника, а все параметры резьбы измеряются в миллиметрах. Такие метчики маркируются буквой «М». Для выбора винта и диаметра подготовительного отверстия используется справочная таблица.
Рабочая часть этих метчиков имеет коническую форму. Диаметр дюймовых метчиков измеряется в дюймах, а шаг — в количестве ниток на дюйм (25,4 мм). Средний шаг поверхности метчиков этого типа составляет 1°47’24».
Сюда входят цилиндрические и конические метчики, используемые для нарезания резьбы в трубной арматуре.
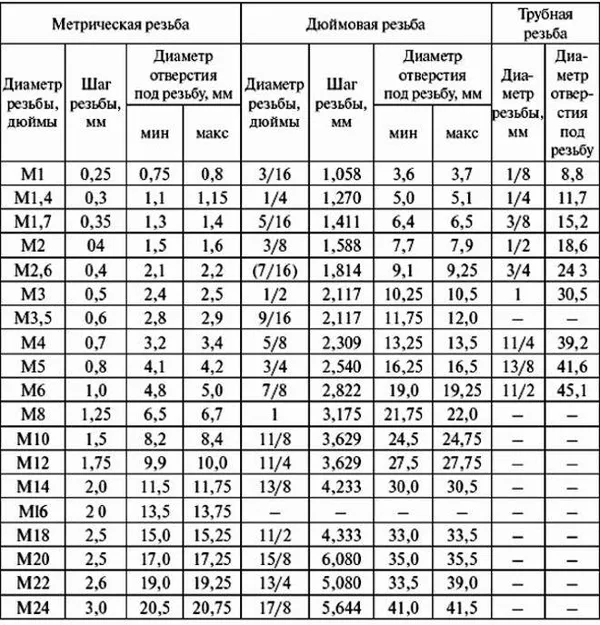
Таблица 1. Параметры метчика и размер резьбового отверстия.
Метчики могут использоваться как по, так и против часовой стрелки. Метчики против часовой стрелки отличаются от метчиков по часовой стрелке, если сравнивать их в реальности или на фотографии, только тягой вверх их режущей резьбы.
Материалы для производства метчиков
Для изготовления различных типов метчиков используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
Какое сверло подобрать под резьбу для метчика – Таблицы диаметров и размеров
При изготовлении резьбовых отверстий в металлических деталях сначала сверлится глухое или сквозное отверстие, а затем метчик. Перед сверлением необходимо выбрать правильный диаметр сверла для резьбового отверстия.
Самый простой способ найти правильный диаметр сверла для метчика — воспользоваться таблицей для сверления отверстий в металле. В таблице показано соответствие диаметров сверла, отверстия и метчика.
TKT предлагает простые в использовании таблицы диаметров сверл для сверления различными типами винтов: метрическими, самонарезающими, трубчатыми, трапециевидными и дюймовыми. Таблицы содержат значения для метчиков с одинарным и мелким шагом.

- Рекомендации по подбору
- Таблицы диаметра отверстий для метрической резьбы
- Диаметры сверл для трубной резьбы
- Диаметры сверл для раскатников
- Диаметры сверл для дюймовых метчиков
- Диаметры сверл для трапецеидальных метчиков
- Что учесть при подборе
Рекомендации, как правильно подобрать сверло под резьбу для метчика
Соотношение сверла и метчика очень важно для правильного нарезания резьбы. Если отверстие больше требуемого размера, то глубокую резьбовую канавку нарезать невозможно, и в детали образуется неплотное соединение. Если же перфорация слишком мала, то при нарезании будет слишком большое сопротивление, и инструмент может перегреться, заклинить или даже сломаться.
Важные моменты при выборе диаметра метчика:
Обрабатываемый материал. Учитывайте металл, из которого изготовлена деталь, и его свойства. Для большинства металлов подходят сверла из быстрорежущей стали с добавлением кобальта, но для более твердых материалов безопаснее использовать твердосплавные сверла. Диаметр отверстия также зависит от типа материала. Для резьбы М8 требуется диаметр сверла 6,8 мм для мягких металлов и 6,7 мм для твердых. Для хрупких материалов размер отверстия уменьшается на 0,1 мм.
Первая обработка. Перед использованием метчика рекомендуется провести обработку погружением. Такая предварительная обработка позволяет лучше центрировать метчик и гарантирует точность нанесения резьбы.

Примечание: При выборе метчика необходимо учитывать материал заготовки, тип резьбы и ГОСТы.
Таблицы диаметров отверстий для метрических метчиков
Метрические метчики с маркировкой М являются одними из самых распространенных и востребованных.
Для метрических метчиков можно применять классический метод подбора метчика «по башмаку» без использования таблицы. Формула расчета: Из номинального диаметра нужно вычесть шаг резьбы. Пример: номинальный диаметр 8 мм, а шаг 1,25 мм, т.е. вам нужен диаметр сверла 6,75 мм (6,8 мм).
Однако этот метод является лишь приблизительным, поэтому для промышленного производства мы рекомендуем таблицы ГОСТ.
Таблица диаметров отверстий для метрической резьбы с крупным шагом
Нарезка (шаг резьбы/сверла)
Диаметр отверстия (⌀ сверло), мм
- Фреза концевая







