Тем не менее, использование проволоки не предоставляет необходимого уровня защиты, в результате чего качество соединения оказывается ниже ожидаемого. Долговечность и прочность таких швов также оставляют желать лучшего, что существенно снижает популярность данного метода среди сварщиков.
Как сваривать полуавтоматом нержавейку
Сварка нержавеющей стали с использованием полуавтоматического аппарата является широко распространенной практикой для создания прочных и надежных неразъемных соединений. Этот ответственный процесс требует определенных навыков, и для достижения высококачественного результата, лучше всего доверить его выполнение квалифицированному специалисту.
Нержавеющая сталь, которая является ключевым объектом данной технологии, обычно представляет собой сталь с низким содержанием углерода, к которой добавляют различные легирующие элементы, таких как хром не менее 12% и никель. Хром, вступая в реакцию с кислородом, образует на поверхности стали тонкую окисную пленку, которая защищает её от ржавления и химически агрессивной среды. Эта пленка восстанавливается даже при повреждении, что является одной из главных особенностей нержавеющей стали.
- Одна из ключевых особенностей этого материала – малая теплопроводность, которая препятствует эффективному отведению тепла от сварочной зоны. Это может привести к перегреву и выгоранию легирующих элементов.
- Сварка нержавейки отличается низкой температурой плавления, что позволяет снизить затраты на энергию.
- Низкая электропроводность приводит к значительному снижению напряжения, что может стать причиной перегрева, особенно при работе с тонкими деталями.
- Больше тепловое расширение нержавейки вызывает деформацию деталей во время нагрева.
Из-за этих уникальных свойств нержавеющая сталь требует особого подхода в процессе сварки. Один из методов, который используется, это сварка полуавтоматом. Начинающие сварщики могут ознакомиться с пошаговыми инструкциями по сварке нержавейки на специализированном сайте mrmetall.ru.
Какой газ выбрать
Для защиты сварочной ванны от воздействия воздуха необходимо использовать специализированные газы, которые улучшают сжигание проволоки и обеспечивают ее качественное сцепление с заготовкой, не реагируя при этом с расплавленным металлом.
Существует два основных метода: MIG – сварка с использованием инертных газов (таких как аргон и гелий), и MAG – с активными газами (например, азот, кислород, оксид углерода).

Наиболее распространенными газами, используемыми в данной технологии, являются аргон (Ar) и углекислый газ (CO2), а также их различные смеси.
При сварке нержавейки с использованием углекислого газа часто достигается экономия, однако такой подход приводит к образованию более «корявых» швов из-за сильного разбрызгивания металла.
Наоборот, использование аргона для этой цели обеспечивает создание надежного и эстетически привлекательного шва. Несмотря на то что аргон является более дорогим газом, его применение оправдано в тех случаях, когда первостепенное значение имеет визуальное качество соединений. Поэтому сварка нержавейки с аргоновым защитным газом чаще используется в промышленной сфере.
Каждый газ обладает как положительными, так и отрицательными качествами, поэтому для достижения наилучшего результа лучше применять газовые смеси, подобранные в зависимости от сложности работы, ожидаемых результатов и финансовых соображений. Наиболее часто используется смесь Ar+CO2 в соотношении 98% к 2% или 95% к 5%. Если требования к внешнему виду шва не столь высоки, содержание углекислоты можно увеличить до 32%. Оптимальное процентное соотношение зависит от толщины и типа обрабатываемого материала, а также и других параметров. Сварка нержавейки в таком защитном газовом составе обеспечивает хорошее растекание расплавленного металла и улучшает структурные характеристики шва.
Иногда к аргону добавляют 1-5% кислорода – Ar+O2. Данная добавка помогает уменьшить пористость поверхности сварки и способствует мелкокапельному переносу металла, а также стабилизирует сварочную дугу.
Сварка нержавейки полуавтоматом с другими типами металлов
Современная MIG/MAG-сварка полуавтоматом также применима для соединения нержавейки с такими металлами как алюминий, высоколегированные и низколегированные металлы, а также разнообразные сплавы. Рассмотрим подробнее характеристики сварки полуавтоматом нержавеющей стали с другими металлами:
- При соединении с черными металлами наблюдается снижение текучести, а также защита рабочей поверхности от атмосферных факторов.
- При сварке стали марки Ст40 с нержавейкой может использоваться проволока 08Г2С, что предотвращает деформацию шва на границе с черным металлом при охлаждении.
- Для соединения меди с нержавейкой применяются легкоплавкие припои и флюс.
- Импульсный режим сварки нержавейки с алюминием и другими металлами обеспечивает хорошую коррозионную стойкость и качественное проваривание с контролируемым тепловложением.
- Сварка алюминия с нержавейкой рекомендуется выполнять в импульсном режиме в защитной среде аргона, используя медно-порошковую проволоку.

Рекомендации и нюансы
Полуавтоматическая сварка MIG/МАG нержавейки имеет ряд особенностей, которые важно брать в расчет во время проведения сварочных работ:
- В некоторых случаях сварка нержавейки выполняется в режиме Double Pulse (двойной пульс). В этом режиме наложение двух импульсов (высокого и низкого) на базовый сварочный ток обеспечивает оптимальные условия. Во время высокого импульса достигается более эффективная сварка, а в период низкого импульса металл остывает, что исключает образование подтеков и деформаций. В высокий период импульса капля металла проникает в зону расплава без коротких замыканий, а в низкий период происходит остывание, что предотвращает возникновение наплывов и подтеков. Режим двойного пульса значительно улучшает теплообмен между присадочным материалом и ванной нержавейки, тем самым повышая качество шва. Этот режим реализован в аппарате TRITON ALUMIG 250P Dpulse Synergic.
- Сварка выполняется с обратной полярностью. Прямая полярность используется только при сварке под флюсами.
- В качестве защитного газа в основном используется смесь углекислоты и аргона.
- Вылет присадочной проволоки должен быть в пределах 6-12 миллиметров, а средний расход газовой смеси можно настраивать в диапазоне 6-12 м³/мин.
- Сварку следует осуществлять под углом горелки назад для достижения глубокого проплавления и правильной формы шва, тогда как углом вперед лучше варить тонкостенные металлы, где нужна небольшая глубина провара с широкой формой шва.
Подбор оборудования и материалов
Основные инструменты и материалы, необходимые для сварки:
- Полуавтоматический сварочный аппарат;
- Металлическая щетка (для удаления крупных капель наплавленного или присадочного металла, которые остаются на поверхности готового изделия после сварки);
- Баллон с газовой смесью;
- Растворитель (для обработки металлических поверхностей с антикоррозийным эффектом);
- Присадочная проволока, предназначенная для сварки нержавеющих сталей согласно стандартам ГОСТ 2246-70.
Не следует забывать о средствах индивидуальной защиты – сварщике, защитных перчатках и специальной рабочей одежде из брезента.
При сварке нержавеющей стали в среде углекислого газа крайне важно правильно выбрать проволоку, которая будет использоваться в процессе сварки. Основное требование к ней – соответствие химическому составу самой нержавеющей стали, с которой будет происходить сварка. В связи с этим выделяют два типа присадочной проволоки:
- Порошковая проволока, где хром добавляется для улучшения эксплуатационных и технологических характеристик;
- Проволока с повышенным содержанием никеля.
Использование проволоки, в которой отсутствуют указанные легирующие компоненты, значительно увеличивает риск скорого появления коррозийных процессов на сварном шве, что отрицательно сказывается на прочностных характеристиках полученного соединения.
Подготовка
Перед началом сварочных работ с использованием полуавтоматического аппарата необходимо тщательно подготовить свариваемые детали следующим образом:
- С помощью металлической щетки поверхности, которые будут соединяться, нужно зачистить до блеска;
- Если толщина заготовок более 4 миллиметров, необходимо снять фаску с кромок;
- Для обезжиривания поверхности рекомендуется обработать ее бензином, ацетоном, спиртом или любым доступным растворителем;
- Чтобы удалить оставшуюся влагу, края нагреваются горелкой до 100°C;
- Перед сваркой желательно нагреть металл до 200°C для снятия остаточного напряжения.
Расходные материалы
Для достижения высококачественного соединения деталей из нержавейки важным является применение сварки в защитной газовой среде. Для этого потребуется не только специализированное оборудование, но и соответствующие расходные материалы, такие как присадочная проволока и газ.
Главной задачей газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окислительных процессов. Сам газ должен быть инертным, чтобы избежать нежелательных реакций с расплавленным металлом. Обычно в качестве защитной среды используется аргон, который может быть смешан с небольшими количествами углекислого газа.

На изображении слева представлен сварной шов, выполненный в среде углекислого газа, а справа – шов, созданный с использованием 98% аргона.
Стандартный состав газовой смеси, используемой для сварки нержавеющей стали полуавтоматом, как правило, состоит из 98% аргона и 2% углекислого газа. В некоторых случаях для снижения стоимости сварочного процесса допускается применять газовую смесь, содержащую 70% аргона и 30% углекислого газа.
Чтобы сварка нержавейки была качественной и прочной, крайне важно правильно выбрать сварочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В случаях, когда невозможно использовать защитный газ, сварку полуавтоматом можно производить в обычной атмосфере, однако для этого потребуется специальная порошковая проволока. Стоит отметить, что использование последней, как правило, приводит к образованию ржавчины на сварных швах со временем.
Некоторые особенности технологии
Для значительного повышения качества сварки нержавейки и упрощения проводимых работ возможно использовать специализированные сварочные полуавтоматы, которые уже упоминались ранее. Это оборудование позволяет решать сразу несколько технологических задач, среди которых:
- подача присадочной проволоки в зону соединения;
- подача защитного газа в рабочую зону;
- охлаждение сварочной горелки;
- обеспечение удобства сварки в труднодоступных местах.
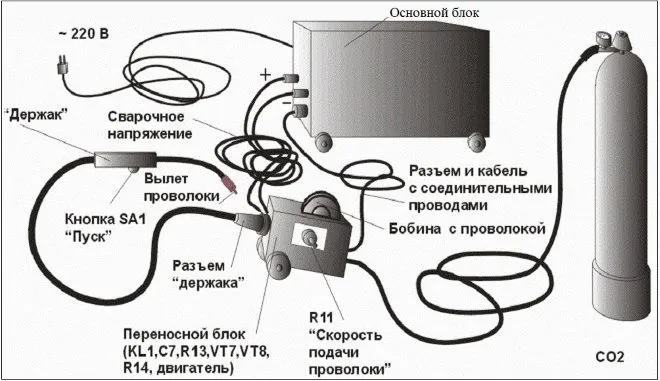
На этой схеме показано оборудование для сварки полуавтоматом.
В процессе сварки изделий из нержавеющей стали образуются значительные внутренние напряжения, которые затем можно снять путем последующей термической обработки, включающей нагрев до температуры 660–760°C и медленное охлаждение на открытом воздухе.
Подготовка к сварочным работам
Перед началом сварочных работ с использованием полуавтомата для изделий из нержавеющей стали требуется правильная подготовка, чтобы обеспечить качественное и надежное соединение. Подготовительные меры включают в себя:
- Тщательная зачистка поверхности соединяемых деталей с использованием металлической щетки и последующее обезжиривание с помощью распространенных растворителей;
- Нагрев изделия до 100°C для удаления остатков влаги с поверхности.

На изображении показана подготовка нержавейки для сварки коллектора.
Правила и методы сварки
Как было отмечено ранее, для качественной сварки нержавейки с применением полуавтомата следует правильно подбирать присадочную проволоку. Оптимально, чтобы степень легирования проволоки превышала аналогичный показатель основного материала. Это обусловлено тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут частично сгорать во время плавления металла, поэтому их содержание должно закладываться с учетом возможных потерь.

При сварке нержавейки обычно используется три основных метода:
- Метод короткой дуги (он применяется для соединения тонких изделий);
- Метод струйного переноса (позволяет выполнять сварку деталей больших толщин);
- Импульсный метод (это наиболее универсальная технология, обеспечивающая высокую производительность и контроль за затратами).
Каждый из методов имеет свои уникальные черты, но при использовании любого из них необходимо придерживаться определенных общих правил:
- Корпус горелки должен находиться под углом к сварному шву, чтобы обеспечить лучший обзор;
- Сопло горелки, через которое подаются защитный газ и проволока, должно находиться на расстоянии около 12 миллиметров от поверхности изделия;
- Присадочная проволока, расплавляясь под воздействием электрической дуги, должна подаваться в зону формирования шва небольшими каплями.
Заключительная часть
Во время сварки под воздействием высоких температур на заготовках могут образовываться деформации, например, пузырьки. Их можно удалить, осторожно постукивая молотком через гладилку, начиная от края детали и продвигаясь к центру. Если устранить пузырьки не удается, можно прогреть изделие с помощью газовой горелки и повторить попытку.
Поверхности, поврежденные брызгами металла, следует очистить с помощью металлической щетки или абразивного инструмента. Окалина, которая может быстро покрываться ржавчиной, обрабатывается специальными составами, которые способствуют её полному растворению. Для повышения коррозионной стойкости соединения рекомендуется наносить на изделие защитное покрытие, создающее пленку оксида хрома на его поверхности.
Важно об основном
Чтобы лучше понять технологию полуавтоматической сварки нержавеющей стали, необходимо запомнить следующие ключевые правила:
- При сварке с использованием любого газа, будь то аргон, углекислота или их смеси, процесс выполняется током с обратной полярностью. Прямая полярность применяется только при использовании флюса;
- Электродная проволока располагается на расстоянии 5-15 миллиметров от стыка;
- Для комфортной работы с горелкой эту следует перемещать слева направо и наклонять от себя, чтобы обеспечить прямой визуальный доступ к шву;
- Если соединяются изделия с толстыми стенками, рекомендуется немного наклонять горелку (от 5 до 10 градусов) для достижения более глубокого проправления;
- Тонкостенные нержавеющие изделия варятся под наклоном горелки вперед, чтобы уменьшить глубину провара и свести к минимуму риск перегрева металла.
Подведем итоги
Сварка – это сложный и кропотливый процесс, осилить который может любой, обладающий базовыми знаниями об электроэнергии. При наличии полуавтомата даже начинающий сварщик сможет создать изделие из нержавейки, имея хотя бы небольшие знания о данном материале. Однако для достижения качественного результата необходимо не только теоретическое понимание, но и практическое применение навыков, что прекрасно возможно на ненужных обрезках. Практика принесет свои плоды.
Из данной статьи можно сделать вывод о том, что сварка осуществляется в среде защитного газа с подачей проволоки-электрода. Высокое качество соединения достигается за счет точной настройки скорости подачи проволоки, выбора нужного режима тока, использования подходящей газовой смеси и полного учета состава сварочного сплава.