При выполнении сварочных работ обязательно следует использовать защитные очки, специальную обувь, перчатки и диэлектрические коврики. Каждая сварочная мастерская должна быть оснащена аптечкой, содержащей такие медикаменты, как глазные капли и пантенол, чтобы обеспечить безопасность работников.
Хотите узнать, как правильно проводить точечную сварку?
Точечная сварка представляет собой один из самых распространенных методов контактной сварки: около 50% всех сварных конструкций создаются именно с использованием этого способа. Этот метод активно применяется в области машиностроения и самолетостроения благодаря своей простоте и универсальности. Однако, чтобы повысить эффективность работы и улучшить качество соединяемых деталей, необходимо учитывать ряд важных факторов. Об этом мы подробно расскажем в данной статье.
Основные методы выполнения точечной сварки
Каждая автомастерская в своем арсенале обязательно включает технику точечной сварки, как, например, при ремонте кузовов автомобилей. Процесс прихватки деталей занимает всего несколько минут, что делает этот метод чрезвычайно удобным для соединения металлических листов и корпусных составляющих. Диапазон толщины свариваемых элементов может варьироваться от 0,1 до 6 миллиметров. Тем не менее, существуют промышленные аппараты, способные сваривать листы из стали толщиной до 20 миллиметров.
Существует несколько распространенных методов точечной сварки, которые отличаются подходом к подведению электрического тока к поверхностям деталей. Рассмотрим несколько конкретных примеров.
Ситуация №1: вам нужно соединить две заготовки, и при этом нет никаких препятствий. В данном случае наиболее подходящим решением будет использование популярного двустороннего метода точечной сварки. Для этого детали зажимаются между электродами с применением определенного усилия, и электрический ток подводится одновременно с обеих сторон.
Этот способ идеально подходит для сварки небольших конструктивных элементов, открытых соединений и узлов с отбортовкой. Его главный плюс заключается в высоком качестве получаемого соединения, поскольку двусторонний зажим заготовок обеспечивает необходимую силу для формирования прочной сварной точки. Тем не менее, у этого метода есть некоторые ограничения: длина щипцов, с помощью которых зажимаются свариваемые элементы, ограничена. Таким образом, для сварки крупных узлов данный метод не подойдет.
Ситуация №2: детали, которые необходимо соединить, находятся в составе закрытого узла, что создает сложности для размещения электродов с обеих сторон. В таком случае целесообразно воспользоваться методом односторонней точечной сварки.
Этот метод применим для соединения элементов практически любых размеров (главное ограничение — это толщина), так как при его использовании нет зависимости от длины щипцов. Электроды прикладываются лишь к одной поверхности. В процессе сварки электрический ток распределяется между двумя деталями, в то время как нагрев осуществляется за счет части тока, проходящего через нижнюю деталь. Для повышения качества сварной точки можно использовать специальную медную прокладку, устанавливаемую там, где находятся электроды. Она способствует увеличению электрического тока, протекающего через деталь, что, в свою очередь, делает место сварки более прочным.
При работе с деталями различной толщины (разница составит более трех раз) важно подавать ток именно к более массивной (толстой) заготовке. Следует избегать слишком близкого расположения электродов, чтобы предотвратить расплескивание расплавленного металла.
Преимущества применения данного метода включают:
- увеличенная производительность,
- низкое энергопотребление, поскольку площадь сварочного контура машины небольшая,
- уменьшение деформации деталей благодаря симметрии процесса приварки заготовок.
Однако следует учитывать, что не всегда удается обеспечить необходимую силу зажима, что может негативно сказаться на качестве такой сварки, уступая по сравнению с двусторонней.
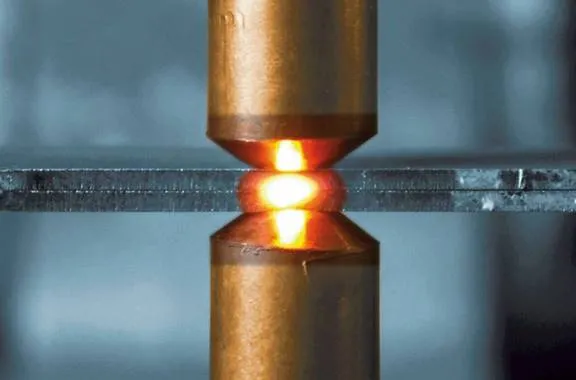
Технология точечной сварки
Точечная сварка – это удобная технология, которая была разработана для соединения листового металла не по всей длине шва, а точечно на определенных участках. Это позволяет избежать больших выпуклостей в местах соединения, что значительно облегчает дальнейшую обработку поверхности. Воздействие на металл осуществляется не плавящимися, а медными или графитовыми электродами, установленными в держателях сверху и снизу. Заготовки помещаются между контактами, на которые затем подается напряжение. В результате через металл проходит большой ток, вызывающий точечный нагрев в месте соприкосновения. Для более толстых заготовок требуется длительное воздействие тока для достижения температуры плавления. При этом под действием пружины или дополнительного нажатия расплавленный металл объединяется в единую структуру.
При сварке тонких листов используется короткий импульсный режим. Сварщик может гибко настраивать параметры напряжения и тока для получения качественного и надежного соединения с требуемыми характеристиками. Выбор режимов часто делается на основе практического опыта.
Режимы точечной сварки
Существует два основных режима точечной сварки – жесткий и мягкий. В жестком режиме оператор устанавливает большой ток в диапазоне от 120 до 300 А и низкое напряжение. Воздействие на соединяемые листы длится не более 1,5 секунды. В результате в месте контакта формируется сварочная точка. Этот режим подходит для соединения плоских деталей из алюминия, меди и легированных сталей, обеспечивая увеличение производительности.
Во втором, мягком режиме, на металл подается ток небольшой величины – не более 100 А. Для достижения надежного соединения электродом необходимо воздействовать на свариваемые детали не более 3 секунд. Этот режим используется для сталей, которые склонны к закалке в процессе плавления.
Этапы процесса сваривания
Процесс сваривания двух тонколистовых деталей точечной сваркой делится на четыре основных этапа:
- Подготовительный – установка детали между электродами.
- Подача тока в точку контакта.
- Расплавление металла до образования однородной массы с однородной структурой.
- Остывание деталей и кристаллизация расплава.
Помимо жесткого и мягкого режима, в точечной сварке также применяются методы двухсторонней и односторонней сварки, которые используются для выполнения различных типов соединений с разными механическими характеристиками.
Двухсторонняя точечная сварка
Это наиболее распространенный тип точечной сварки. На заводах используется подвесная машина с двумя электродами, напоминающими клещи. Либо применяется стационарная установка с верхним подвижным электродом. Односторонняя сварка популярна как в производственных условиях, так и в частных мастерских для ремонта или создания деталей сложной конфигурации.
Электроды размещаются на одной стороне детали, а на вторую устанавливается медная проводящая пластина, изолированная от поверхности рабочего стола. Расстояние между электродами определяется мощностью аппарата. Этот тип сварки идеально подходит для крупносерийного производства.
Преимущества и недостатки контактной точечной сварки
Как и любые технологические операции, контактная точечная сварка металлов имеет свои достоинства и ограничения. Сначала перечислим плюсы:
- Существует три метода выполнения сварки, что увеличивает ее функциональность: точечная, шовная (которая может быть выполнена как контактная стыковая) и рельефная сварка.
- Обеспечивает возможность соединять элементы с различной толщиной.
- Позволяет осуществлять соединение сплавов с разным химическим составом.
- Есть возможность регулировать параметры временных режимов и мощность контактной сварки.
- Качественно выполненное соединение, созданное с помощью точечной контактной шовной сварки, выдерживает высокие нагрузки (в паровых котлах, стыках рельс), а также динамические и разрывные нагрузки.
- Высокая производительность точечной сварки (1 точка за время от 0,02 до 1 секунды) позволяет широко применять ее в производственных технологических линиях.
- Автоматизация производственного процесса минимизирует возникновение ошибок, возникающих по вине человеческого фактора.
- Существует множество вариантов исполнения: стационарные, подвесные (при контактной точечной сварке клещами), передвижные агрегаты.
- Отсутствует необходимость в предварительных работах, таких как нагрев заготовок или погружение в защитную среду и подобное.
- Процесс является безвредным для окружающей среды.
Тем не менее, контактная точечная сварка имеет и свои недостатки, которые обычно касаются стоимости реализации технологической операции и организации процессов. Рассмотрим её ограничения:
- Повышенные требования к допускам (диаметр, толщина стенок);
- Необходимость мощного питания электрических станций;
- Узкая специализация сварочного оборудования;
- Высокая стоимость оборудования;
- Использование ограниченных площадей для выполнения контактной точечной сварки деталей.
Области применения контактной точечной сварки
Точечная сварка часто используется в бытовых условиях для быстрого получения надежных соединений металлических элементов. Для этого не обязательно быть профессиональным сварщиком, поскольку оборудование можно изготовить самостоятельно.
Чаще всего контактная шовная точечная сварка используется для соединения:
- Элементов из профлиста при проведении декоративных и строительных кровельных работ;
- Труб, которые способны выдерживать высокое давление и предназначены для эксплуатации в агрессивных условиях;
- Медных деталей (например, в автомобильной, железнодорожной и грузовой отраслях).
Двусторонняя точечная сварка
Двусторонний метод сварки используется для соединения двух заготовок, когда нет никого препятствия. Заготовки зажимаются между электродами с заданным усилием, а электрический ток подводится с двух сторон будущей конструкции. Этот способ получил своё название именно из-за этого. Двусторонняя сварка применяется для соединения небольших деталей, узлов с отбортовкой и открытых соединений.
Двусторонний зажим деталей обеспечивает необходимое усилие для формирования надежной сварки, что подтверждает высокую эффективность этого метода. Однако его недостатком является ограниченная длина клещей, применяемых для зажима заготовок. Поэтому двусторонняя сварка не подходит для работы с крупными деталями.
Односторонняя точечная сварка
Если свариваемые детали являются частью закрытого узла, и их невозможно расположить так, чтобы обеспечить подвод электрода с обеих сторон, целесообразно использовать метод односторонней точечной сварки. Этот метод подходит для сварки конструкций любого размера, ограничениями являются лишь толщины деталей. Поскольку электроды применяются с одной стороны, нет зависимости от длины щупа, что позволяет сваривать детали любых размеров.
В процессе сварки ток равномерно распределяется между двумя заготовками, а нагрев происходит благодаря частичному электрическому току, проходящему через нижнюю деталь. Для повышения качества сварки в местах установки электродов используются специальные медные прокладки, которые увеличивают параметры электрического тока, таким образом усиливая прочность сварки. Односторонний метод обеспечивает следующие преимущества:
- высокая производительность;
- небольшое потребление энергии благодаря малой площади сварочного контура;
- симметричность процесса, что снижает деформацию заготовок.
Тем не менее, одним из существенных недостатков является то, что иногда необходимо усилие не удается обеспечить, поэтому качество односторонней сварки будет ниже по сравнению с двусторонним способом. Современные аппараты контактной точечной сварки способны обрабатывать заготовки различной толщины, при этом электроды должны быть расположены на разумном расстоянии друг от друга, чтобы избежать наружного расплескивания расплавленного металла.
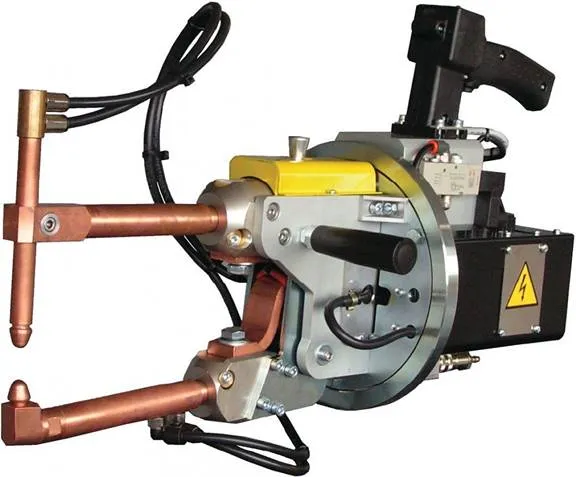
Сварочное оборудование
Для процессa точечной электросварки могут применяться установки как переменного, так и постоянного тока, включая конденсаторные и низкочастотные аппараты. Эти установки отличаются по форме сварочного тока и силовым параметрам, каждая модель имеет как положительные, так и отрицательные свойства по сравнению с другими. Среди сварщиков, включая любителей, наибольшее распространение имеют установки переменного тока.
При наличии опыта и соответствующего оборудования сложно представить ситуацию, когда точечная сварка выполняется неверно. Однако на практике могут встречаться случаи с дефектами, которые, как правило, возникают не в месте соединения заготовок, а по всему металлу.
Дефекты могут быть различными. Прежде всего, распространены случаи, когда формируется литое ядро: оно может быть либо слишком большим, либо слишком маленьким, либо смещается в сторону относительно центра стыка. Реже бывает, что шов не является сплошным. Непрофессионалы, у которых недостаточно опыта, могут неправильно настроить оборудование, что приводит к чрезмерной деформации или, наоборот, к недостаточной провариваемости металла.
Наиболее критичным дефектом считается плохо проваренное ядро или его полное отсутствие. Такие конструкции, как показывает практика, долго не служат, так как не справляются с нагрузками, и в скором времени начинают ломаться в месте стыка. Дефект может проявиться в самых различных условиях, включая ситуации с высокой нагрузкой, после сильного нагрева или охлаждения, а также при резких перепадах температуры.
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Этот метод не требует использования проволоки или флюса. На современном рынке предлагается широкий ассортимент оборудования для ручной или автоматической сварки, что позволяет пользователю выбрать наиболее подходящий вариант. Простота использования в данной технологии — это еще один неоспоримый плюс, который делает её доступной даже для начинающих сварщиков.
Технология контактной точечной сварки
Просьба оценить, пожалуйста, статью.