Силумин — это легкий сплав, часто используемый в домашнем быту для создания различных изделий, таких как дверная фурнитура, вешалки и другие предметы. В случае, если изделие треснуло или раскололось на две половины, существует возможность более качественной пайки силумина, используя аргонодуговую сварку, что позволяет добиться прочного соединения.
Сварка алюминия в домашних условиях
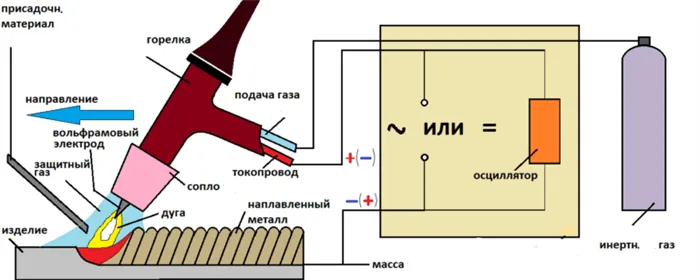
Процесс сварки алюминия (Al) в домашних условиях считается задачей средней сложности. В промышленной практике специалисты используют аргон, так как этот инертный газ предотвращает окисление металла, обеспечивая прочное соединение шва. Однако новичок, занимающийся сваркой алюминия в домашних условиях, может столкнуться с рядом типичных ошибок:
- Прожог металла. В результате воздействия температуры на алюминий образуется оксидная пленка, которая имеет высокую температуру плавления — около 1400 градусов Цельсия. При этом сам алюминий начинает плавиться уже при 660 градусах. По этой причине легко ошибиться и прожечь деталь при работе.
- Образование пор в шве. Кристаллизационные трещины могут возникнуть из-за содержания в алюминии водорода и кремния. Если сварочный режим выставлен неправильно, дефекты могут проявиться лишь после застывания шва, что затрудняет исправление ошибки.
- Важно использовать подкладки для отвода тепла, иначе алюминий может растекаться из зоны сварки.
- После завершения шва часто возникает кратер, что требует определенного опыта для его ликвидации и коррекции.
- Соединенные поверхности могут деформироваться при застывании, так как усадка алюминия может быть значительной.
Подготовка к работе
Перед сваркой заготовку из алюминия необходимо тщательно очистить от старой краски, лака и различных загрязнений. Для этого лучше использовать металлическую щетку. После механической обработки следует промыть поверхность растворителем, а затем нанести проникающий раствор, который позволит оценить целостность материала.
Для удаления оксидной пленки с поверхности детали целесообразно выполнить следующий процесс: на две минуты смачиваем алюминий раствором щелочи (5%), подогретым до температуры 60-70 градусов Цельсия. После обработки деталь промывается горячей, а затем холодной водой. Затем заготовку помещают в 20%-ную азотную кислоту, нагретую до аналогичной температуры, на 6-7 минут. Финальным этапом станет ополаскивание холодной водой с последующим использованием горячей воды. Следует отметить, что в процессе сварки, если применяется плавящийся электрод, его тоже необходимо предварительно обработать указанным способом.
Кромки заготовки подготавливаются в зависимости от используемой технологии сварки. Если планируется горячее соединение с использованием электродов с обмазкой, то торцы, имеющие толщину до 1,5 мм, нужно отбортовать. Для толщины более 20 мм потребуется выполнить разделку. В случаях с другими электродами, параметры должны быть выше 4 мм. При сварке шовным способом компоненты, толщина которых до 4 мм, следует аккуратно подогнать друг к другу, а соединения толщиной от 0,4 до 6,0 мм требуют точечного соединения, где зазор не должен превышать 0,3 мм.
Если подготовительный этап выполнен корректно, и режим сварки выбран грамотно, то плавка алюминия может быть осуществлена с использованием любого сварочного оборудования: полуавтомата, трансформатора или инвертора, как с аргоновой средой, так и без нее.
Понадобится
- Инвертор постоянного тока, способный обеспечить ток в 120 А.
- Специальный электрод для сварки алюминия — ссылка на товар.
Что касается сварочного аппарата, здесь все довольно просто. Но о выборе электрода стоит поговорить подробнее. В последнее время появились специализированные электроды для сварки алюминия с использованием обычной сварки без аргонного укрытия.
Различные марки таких электродов можно найти в специализированных магазинах и в Интернете. Так что приобретение не составит труда.

Структурно такие электроды аналогичны электродам для стали: они имеют сердцевину и толстое покрытие. Однако их цветовая гамма отличается: жила блестящая, так как представляет собой алюминий, а покрытие белое.

Эти электроды созданы не только для алюминия, но также подходят для сварки его сплавов: силумин и дюраль. Таким образом, вы сможете работать также и с этими металлами без всяких затруднений.
Что нужно знать, чтобы сделать качественный шов?
Метод сварки алюминия имеет ряд особенностей, и хотя он похож на обычную дуговую сварку, следует учитывать следующие моменты:
- Сварочный ток должен поддерживаться в диапазоне 70-100 А.
- В процессе сварки рекомендуется использовать короткую дугу.
- Угол наклона электрода при сварке должен составлять 90 градусов.
- Электрод расходуется быстрее — в три раза по сравнению с обычной стальной сваркой.
Сложность работы с алюминием велика, поэтому новичкам рекомендуется предварительно отточить свои навыки. Я сам также планирую пройти через этот этап.
Трудности при сварке алюминия
В отличие от малоуглеродистой или легированной стали, алюминий обладает уникальными характеристиками и физическими свойствами, что делает его сварку менее простой задачей. Если вы решите испытать свои силы в сварке алюминия, вам следует учесть следующие трудности:
- Разница плавления оксидной пленки и самого металла. Поверхность алюминия покрыта оксидным слоем, который отличается высокой температурой плавления — свыше 2000 градусов Цельсия, тогда как алюминий плавится при 660 градусах. Это создает дилемму: при использовании слишком низкого тока оксид не прожигается, и из-за этого присадочный металл просто накладывается на верх, не проникая в толщу. В то же время, если выставить слишком высокий ток, оксид пробивается, но это часто приводит к прожогам основного металла.
- Повышенная текучесть жидкого металла затрудняет формирование шва. Сварщику становится сложно контролировать, куда пойдет расплавленный алюминий, что может привести к образованию прокладок, наплывов, неравномерной чешуи и изменению ширины шва.
- Увеличенная теплопроводность алюминия ведет к деформации конструкции в процессе нагрева при сварке, что может сделать изделие непригодным для дальнейшего использования, так как вернуть его в первоначальное состояние может быть невозможно.
- Алюминиевые сплавы содержат сопутствующие элементы, такие как сера, железо, медь, марганец, цинк и титан. В процессе плавления они могут реагировать с воздухом, и в итоге на поверхности шва могут образовываться поры, что делает соединение слабым и не герметичным.
- Когда алюминий находится в жидком состоянии, он значительно увеличивается в объеме, и после застывания происходит усадка.
Полезные хитрости
Учитывая перечисленные трудности, специалисты проводили множество тестов и экспериментов, стремясь найти оптимальные подходы к сварке алюминия, позволяющие получить качественные швы. Подготовка поверхности имеет первостепенное значение. Ниже приведены несколько хитростей и рекомендаций для начинающих, намеревающихся сварить алюминий.
Уберите оксидную пленку механическим или химическим способом. Оксидную пленку можно удалить как механически — например, с помощью наждачной бумаги, болгарки с зачистным диском или дрели с щеточной насадкой, так и химически — обработав поверхность щелочным раствором. Однако важно помнить, что после промывки и сушки оксидная пленка может сформироваться заново при контакте с воздухом. Именно поэтому обработку следует проводить непосредственно перед началом сварки.
Снизьте количество прожогов при сварке тонкого алюминиевого листа. Для уменьшения вероятности прожогов можно подложить под лист медную пластинку. Эти материалы не соединятся между собой, что позволит легко их разделить, а медь будет служить опорой для жидкотекучего алюминия, не давая последнему провалиться под весом. Дополнительно медь будет брать на себя часть тепла, что снизит вероятность деформации конструкции.
Также убедитесь, что заготовка находится ровно на столе в горизонтальном положении, так как наклон может создать проблемы в процессе сварки, в результате чего металл будет стекать не контролируемым образом.
При сварке толстого алюминия (от 4 мм) обязательно осуществляйте предварительную разделку кромок. В редких случаях для этого достаточно воспользоваться напильником, тогда как в больших объемах работы рекомендуется использовать болгарку со шлифовальным кругом, ширина которого составляет 6 мм. V-образная кромка идеально подходит для соединения алюминиевых пластин толщиной от 4 до 7 мм. В случае, если толщина заготовок увеличивается, следует выполнить X-образную разделку и наложить швы с обеих сторон.
Толстые заготовки (от 5 мм и более) рекомендуется предварительно нагревать. Для этого можно применять газовую горелку, резак или паяльную лампу. Нагрев способствует равномерному распределению температуры, что предотвращает возникновение трещин и ненужных местных деформаций.
Какое охлаждение горелки TIG выбрать?
Горелки TIG могут охлаждаться с помощью двух методов — воздушного или жидкостного. Жидкостное охлаждение является необходимым для сварки длинных швов с высокими токами, так как это позволяет предотвратить перегрев и тем самым увеличить срок службы горелки. В случае, если требуется именно такой вариант, стоит обратить внимание на аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС), которые обеспечивают возможность подключения горелок к блоку жидкостного охлаждения. Также возможно приобрести любой сварочный аппарат и дооснастить его водоохладителем ПТК БЖО (9 л).
Артикул: 005.010.416
Артикул: 005.010.417

Артикул: 005.200.902
Нужна ли педаль для TIG сварки?
Для упрощения процесса аргонодуговой сварки и лучшего контроля сварочного тока в режиме PULSE, а также при работе с алюминиевыми сплавами, рекомендуется использовать педаль управления сварочным током. Она идеально подходит для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к системам аргонодуговой сварки, совместимым с пультами управления (ПДУ).
При подключении педали следует убедиться, что коннекторы 2 и 3 pin правильно соединены с соответствующими гнездами аппаратов. При нажатии на педаль осуществляется высокочастотный поджиг дуги, а также открывается электромагнитный клапан для подачи защитного газа. Интенсивность нажатия изменяет значение сварочного тока во время работы.
С увеличением давления на педаль, источник выдает больший ток. Таким образом, с помощью этой педали вы сможете регулировать сварочный ток прямо в процессе сварки, не отвлекаясь от работы.

Артикул: 005.300.912
Что нужно знать, выбирая устройство?
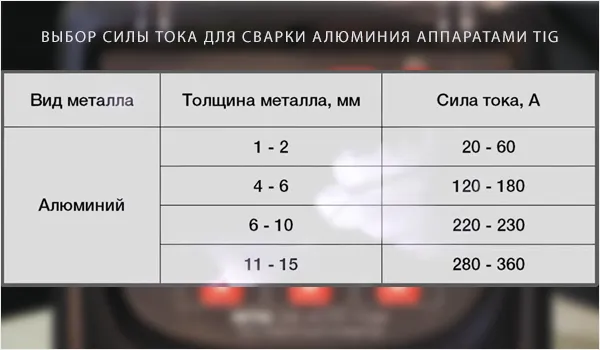
- Толщину соединяемого металла. Это важный параметр, который влияет на диапазон тока в сварочном аппарате. Если ваша работа касается стальных конструкций толщиной до 6 мм, то будет достаточно аппарата, способного выдать ток до 200 А. Однако для алюминия такой же толщины потребуется уже устройство, поддерживающее ток свыше 200 А. Если вы собираетесь работать с очень тонкими заготовками (от 0,5 мм), вам подойдут полуавтоматы.
- Ваш опыт в сварке металлов. Если вы новичок, то вам подойдет оборудование с функциями, которые облегчают рабочий процесс. Также важно упомянуть, что сварка при помощи MMA-аппарата проще, чем с использованием аргонодугового сварщика.
Современные продукты для сварки алюминия обладают множеством возможностей, настроек и функций.
Полезные функции в TIG-сварочниках
Если вы все-таки решите, что важнее качество сварного шва и хотите приобрести аргонодуговой аппарат, полезно знать о функциях, которые могут присутствовать в аппаратах TIG:
- Pulse. Эта функция обеспечивает чередование силы тока, что уменьшает тепловложение и минимизирует риск прожога.
- Пред/пост газ. Подача защитного газа происходит до и после формирования шва.
- Переключение на переменный ток. Процесс TIG-сварки инвертора осуществляется только в режиме переменного тока (AC).
- Регулировка баланса. Дает возможность продлить срок службы электрода и повысить глубину провара, а также уменьшить тепловложение и минимизировать риск прожога.
- Double Pulse. Это функция, которая включает двойную пульсацию обычного режима. Она способствует более тонким швам и увеличивает скорость сваривания деталей.