Необходимо обеспечить соответствие диаметра резьбы и проходного отверстия существующим стандартам. В противном случае, канавки могут оказаться слишком мелкими, что приведет к ненадежности резьбового соединения.
Диаметр отверстия под резьбу: каким должен быть и что учесть при измерении
Краткая информация. В процессе работы с резьбовыми отверстиями, которые предназначены для установки шпилек, метрических болтов или винтов, первым шагом является создание отверстия. Затем на сцену выходит метчик, инструмент, с помощью которого производится нарезка резьбы. Однако если вы не знаете, какой диаметр сверла использовать, это может привести к проблемам.
Примечания к действию. Идеально, если у вас есть таблица соответствия. Заглядывая в нее, вы всегда сможете узнать оптимальный размер сверла. Необходимо ориентироваться именно на данные, указанные в стандартах, таких как ГОСТ. Если диаметр сверла под резьбу будет больше требуемого, вам не удастся получить нужную глубину канавки, что приведет к неполноценному соединению деталей.
Структура статьи:
- Основные аспекты, касающиеся резьбы
- Таблица диаметров отверстия под резьбу согласно ГОСТу
- Способы быстрого подбора сверла без таблиц
- Тонкости работы с метчиками
- Инструменты для измерения диаметра отверстия под резьбу
- Разновидности штангенциркулей и их назначение
- Критерии выбора диаметра сверла для метчика
- Часто задаваемые вопросы о диаметре отверстия под резьбу
Основные аспекты, касающиеся резьбы
Резьба описывается двумя ключевыми параметрами: шагом (Р) и диаметром (d). Шаг представляет собой расстояние между крайними наружными точками двух соседних витков, в то время как диаметр обозначает расстояние между двумя крайними точками наружных выступов каждого витка. Оба параметра измеряются в долях метра.
Знание о резьбе может быть классифицировано по нескольким критериям:
- По единице измерения диаметра: метрическая, дюймовая и другие.
- По количеству заходов витков: может варьироваться от одного до трех.
- По форме сечения витка: может быть треугольной, трапециевидной, круглой или прямоугольной.
- По направлению резьбы: правая или левая.
- По расположению: внутренняя резьба в отверстиях и наружная на болтах или саморезах.
- По форме поверхности: цилиндрическая или коническая.
- По назначению: крепежная, уплотнительная и другие.
Выбор диаметра с помощью таблицы
Выбор необходимого диаметра сверла можно произвести, используя таблицу или другую справочную литературу.
Для получения нужного значения необходимо знать два параметра: номинальный диаметр резьбы (d) и шаг резьбы (Р). Номинальный диаметр обозначает расстояние между находящимися напротив вершинами витков винтовой линии. Шаг резьбы — это расстояние между вершинами соседних витков. Знание этих параметров позволит вам легко определить необходимый диаметр сверла для подготовки отверстия.
Способы быстрого подбора сверла без таблиц
Бывает так, что таблица для выбора диаметра сверла недоступна. В таком случае, если требования к резьбовому соединению невелики и оно не будет испытывать больших нагрузок, вы можете рассчитать необходимый диаметр по простейшей формуле:
Где Дотв – это требуемый диаметр отверстия; d – номинальный диаметр резьбы, а р – её шаг.
Например, для резьбы M5x0.8 получаем диаметр отверстия равный: 5 — 0.8 = 4.2 мм.
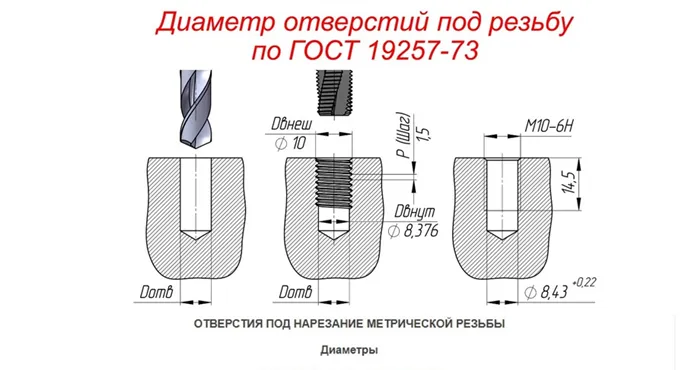
Также стоит отметить, что при ручной нарезке резьбы в домашних условиях или в слесарной мастерской допускается незначительное увеличение диаметра отверстия по сравнению с табличными значениями. В общем, выбор диаметра отверстия для резьбы регулируется ГОСТ 19257-73.
Как определить размер сверла под метчик без ГОСТов и таблиц?
Чтобы узнать, каким сверлом сверлить под метчик, можно воспользоваться простой формулой, согласно которой от диаметра резьбы нужно вычесть шаг метчика. Пример: резьба M1x0.25. В этом случае номинальный диаметр резьбы составляет 1 мм, а шаг метчика — 0.25 мм. После вычитания второго значения из первого, получаем 0.75 мм. Таким образом, сверло должно иметь именно такой диаметр.
Важно!
Данный метод позволяет получить лишь приблизительное значение диаметра. Профессионалы должны опираться на стандарты ГОСТ при выборе сверла для нарезания резьбы метчиком.
Таблица для определения параметров метрической резьбы общего назначения (ГОСТ 24705 – 2004 Резьба метрическая)
Номинальный диаметр резьбы D, наружный диаметр резьбы d
Средний диаметр D2, d2
Внутренний диаметр D1, d1
Внутренний диаметр по дну впадины d3
Таблица диаметров отверстий под резьбу
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Разновидности метчиков для резьбы и их отличия

Минимальный набор метчиков.
Комбинированные двухпроходные метчики или комплекты, состоящие из двух инструментов, используются для нарезания резьбы в отверстиях малого диаметра (до 3 мм). Для обработки отверстий под метрическую резьбу больших диаметров необходимо применять комбинированные трехпроходные инструменты или наборы, состоящие из трех метчиков.
Для работы с метчиком применяется специальный инструмент — вороток. Ключевым параметром данных приспособлений, которые могут иметь разнообразные конструкции, является размер посадочного отверстия, который должен точно соответствовать размеру хвостовика инструмента.

Некоторые образцы воротков для метчиков
При использовании набора из трех метчиков, которые различаются как конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их использования. Эти инструменты можно различить по специально нанесенным рискам на хвостовиках, а также по конструктивным характеристикам.
- Первый метчик, который используется для первоначальной обработки отверстия под нарезание метрической резьбы, имеет минимальный диаметр среди всех инструментов набора, а его режущие зубья верхней части сильно обрезаны.
- Второй метчик со значительно короткой заборной частью и более длинными гребнями имеет рабочий диаметр, который находится между диаметрами остальных инструментов из набора.
- Третий метчик, который используется для завершающей обработки, характеризуется полными гребнями режущих зубьев и диаметром, который должен строго соответствовать размеру формируемой резьбы.
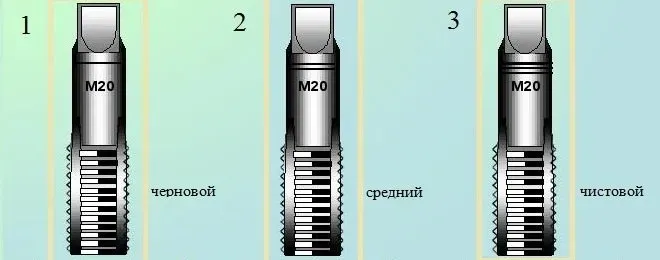
Комплект из трех метчиков
Метчики в основном применяются для нарезания метрической резьбы. Значительно реже используются метчики, предназначенные для обработки внутренних стен труб, которых можно отличить по букве «G» в их маркировке.
Технология нарезания внутренней резьбы
Как упоминалось ранее, перед тем, как приступить к работе, необходимо просверлить отверстие необходимого диаметра, которое должно точно соответствовать резьбе определенного размера. Стоит помнить: если диаметры отверстий, предназначенных для нарезки метрической резьбы, заданы неверно, это может привести не только к плохому качеству выполненной резьбы, но и к поломке метчика.
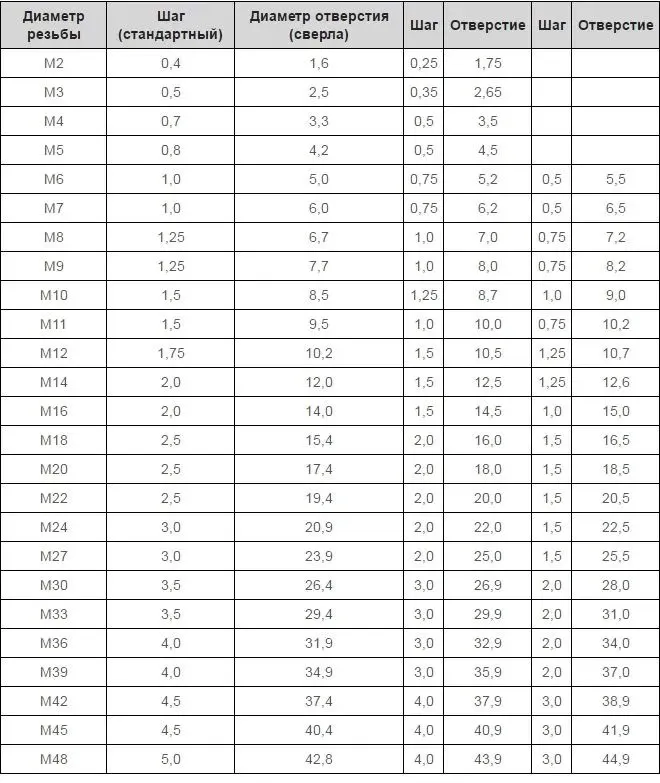
Таблица 1. Основные диаметры отверстий под метрическую резьбу
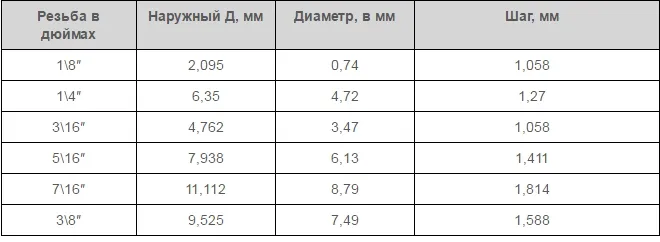
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все размеры сверл под резьбу отражены в специализированных таблицах ГОСТ. Эти таблицы содержат диаметры сверл для нарезки резьбы как со стандартными, так и с уменьшенными шагами. При этом важно учитывать, что для этих целей могут применяться отверстия различных диаметров. Кроме того, если резьба нарезается в изделия из хрупких металлических сплавов (например, из чугуна), диаметр сверла, определенный по таблице, необходимо уменьшить на 0,1 миллиметра.
С положениями ГОСТ, которые регулируют нарезку метрической резьбы, можно ознакомиться, загружая документ в формате PDF по следующей ссылке.
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры Скачать
Величины диаметра сверл для метрической резьбы можно также рассчитать самостоятельно. Для этого от диаметра резьбы, которую требуется нарезать, вычитается значение ее шага. Значение шага резьбы, используемое для таких вычислений, можно найти в специальных таблицах соответствия. Чтобы определить, какого диаметра должно быть отверстие, если для нарезания резьбы будет использоваться трехзаходный метчик, нужно воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое необходимо сверлить,
Дм – диаметр метчика, который будет обрабатывать просверленный элемент.
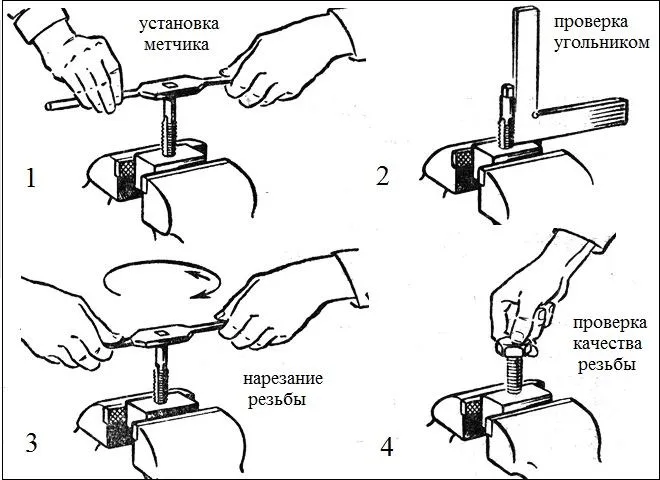
Схема нарезания внутренней резьбы метчиком.
Воротки, предназначенные для установки резьбового метчика, могут иметь простейшую конструкцию или быть оснащены трещоткой. Работая с такими инструментами, необходимо соблюдать предельную осторожность. Чтобы добиться качественной и ровной резьбы, вращение метчика по часовой стрелке на пол-оборота следует чередовать с его проворачиванием на одну четверть оборота против часовой стрелки.
Процесс нарезания резьбы будет значительно легким, если в ходе работы использовать смазку. В качестве смазочного материала при нарезке резьбы в стальных изделиях может использоваться олифа, в то время как для алюминиевых сплавов подходят спирт, скипидар или керосин. Если под рукой нет подходящих технических жидкостей, можно воспользоваться обычным машинным маслом, однако оно менее эффективно, чем ранее упомянутые смазочные вещества.