Процесс отключения газовых баллонов начинается с перекрытия ацетилена, а только затем – кислорода. Далее следует тщательно удалить оставшиеся газы из рукавов. Закройте баллоны, и слегка откройте вентиль на горелке. Ждите, когда шипение прекратится, а стрелка на манометре опустится до нуля. После этого настоятельно рекомендуется закрыть все вентильные краны.
Ацетиленовая сварка: особенности и технология

Насколько интересно вспомнить наше детство, когда мы, будучи детьми, собирали куски карбида на стройках или за гаражами, а затем, заполнив пластиковую бутылку водой, играли с ними, будто подрывники? Это было восхитительное, но одновременно опасное время. Теперь, став взрослыми, мы понимаем, что такие вещества должны использоваться исключительно по назначению и с соблюдением всех необходимых мер безопасности.
Вспоминая школьные уроки химии, стоит сказать, что ацетилен – это бесцветный горючий газ с резким запахом, являющийся непредельным углеводородом класса алкинов и имеющий химическую формулу C2H2. Это вещество потенциально взрывоопасно и имеет возможность самовоспламенения в определенных условиях. При его сгорании температура пламени может достигать 3150 °С, чего более чем достаточно для плавления даже высокотемпературных металлов. По этой причине ацетилен идеально подходит для выполнения сварки и резки металлических конструкций.

Ацетиленовая сварка
Прежде чем углубиться в саму технологию, отметим небольшую историческую справку. Патент на ацетилено-кислородную сварочную горелку был зарегистрирован в 1903 году. Интересно, что ее конструкция осталась практически неизменной до нашего времени. С 1906 года ацетиленовая сварка начала активно применяться в промышленности благодаря появлению надежных генераторов ацетилена. Хотя на тот момент уже существовал электродуговой способ соединения металлов, сварка с использованием ацетилена быстро завоевала популярность и до сих пор остается востребованной.
Ранее сварщикам приходилось самостоятельно производить ацетилен. Для этого карбид кальция засыпали в генератор, наполненный водой. В результате химической реакции выделялся газ, который по шлангу подавался в горелку, к которой также подводился кислород из отдельного баллона, выполняя функцию катализатора. Хотя этот процесс занимал много времени, оставшийся карбид можно было использовать повторно. Современные технологии значительно упрощают задачу: достаточно просто приобрести баллон, уже заполненный ацетиленом.
Чем опасен ацетилен
Использование ацетилена ограничивается его уникальными свойствами. Этот газ способен к самовоспламенению. Так, самовоспламенение ацетилена происходит при температуре 335 °С; его смесь с кислородом самовоспламеняется при диапазоне температур от 297 °С до 306 °С, а с воздухом – в диапазоне от 305 °С до 470 °С.
Также стоит подчеркнуть, что технический ацетилен взрывоопасен. Взрыв происходит в ситуациях:
- При повышении температуры до 450-500 °С и давлении 150-200 кПа, что соответствует 1,5-2 атмосферам.
Смесь ацетилена с кислородом при атмосферном давлении тоже может быть опасна, если концентрация ацетилена составляет от 2,3% до 93%. Взрыв может произойти из-за резкого нагрева, открытого пламени или даже искры.
Ситуация аналогична со смесью воздуха и ацетилена: взрыв может произойти при содержании 2,2-80,7% ацетилена. Кроме того, если газ длительное время контактирует с медными или серебряными предметами, может образоваться ацетиленистое взрывчатое вещество на основе серебра или меди, что является крайне опасным. Взрыв может произойти как от сильного удара, так и в результате повышения температуры. С работой с ацетиленом следует быть крайне осторожным.
Особенности вещества
Ацетилен, свойства и применение которого до конца не исследованы, может стать причиной трагических происшествий и разрушений при взрыве. Вот некоторые факты: при взрыве одного килограмма ацетилена выделяется в два раза больше тепловой энергии, чем при взрыве такого же количества тротила, а также в полтора раза больше, чем при взрыве одного килограмма нитроглицерина.

Видео описание
Как научиться варить газосваркой, используя ацетилен.
Внимание! Кислород в баллонах всегда МАСЛООПАСЕН! Поэтому запрещено погружение и разгрузка резервуаров, в рукавицах, пропитанных маслом. Категорически запрещено использовать промасленные тряпки для протирки баллонов с кислородом — это может привести к взрыву и его последствиям!
Как создается давление

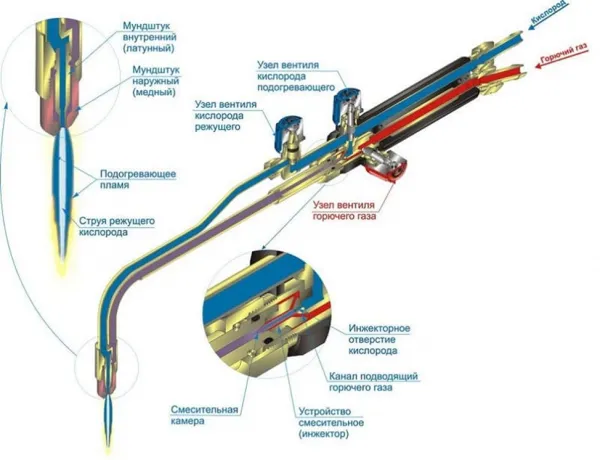
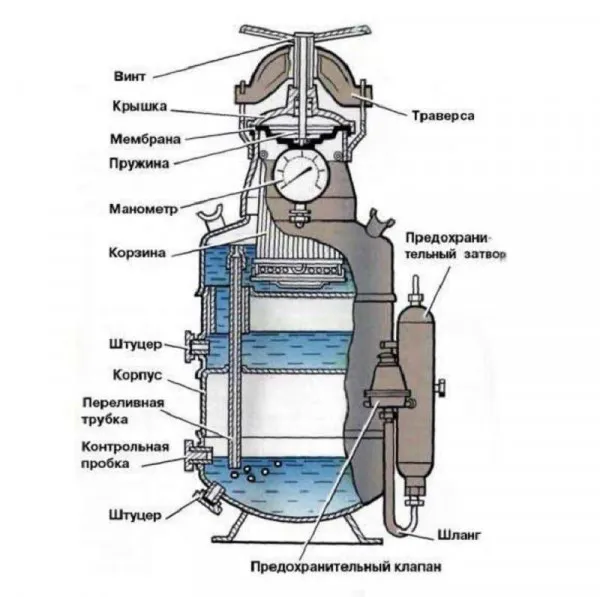
Теперь давайте рассмотрим, как функционирует процесс ацетиленовой сварки и кислорода, используя принципиальную схему, изображенную выше. Кислород доставляют на предприятия в стальных баллонах, окрашенных в синий цвет, где он находится под давлением до 150 атмосфер (или 1,52 МПа). Эти резервуары заправляются на специализированных заводах, разбросанных по всей стране. Процесс доставки включает не только прямую поставку, но и промежуточные этапы, когда, например, с завода на материальный железнодорожный склад поступает вагон с баллонами, которые затем разбираются железнодорожными организациями, отвечающими за движение поездов. Карбид кальция, кстати, также доставляется по аналогичной схеме, поэтому крупным предприятиям и компаниям значительно легче справляться с обеспечением.
Для подключения системы ацетиленовой сварки к баллону с кислородом сварщик устанавливает редуктор, который снижает давление с 150 атмосфер до 3-10 атмосфер, и газ подается к горелке. Параллельно по другому шлангу поступает ацетилен.
Примечание: для сварки ацетиленом C₂H₂ не всегда используется генератор, который производит газ непосредственно на рабочем месте из воды и карбида кальция. В некоторых случаях газ заказывается на заводе и поступает в специальной упаковке в баллонах белого цвета.

Как правильно заварить чугун электросваркой.
Горелка

Сварка с использованием ацетилена и кислорода осуществляется при помощи специальной газовой горелки, которая выполняет функцию смесителя для двух компонентов. Принцип работы этой горелки аналогичен работе сантехнического смесителя, где через разные штуцеры подаются два вида газа, и потом с помощью кранов регулируется мощность струи, аналогично настройке температуры горячей и холодной воды. На выходе из сопла горелки получается смесь, имеющая нужную концентрацию.
Регулировка пламени

Качество процессов кислородно-ацетиленовой сварки в основном зависит от сложного состава пламени, которое образуется у сопла горелки. Регулируя подачу C₂H₂ и O₂ необходимо вручную, без автоматизации. Опытный сварщик, понимающий конструкцию горелки и ознакомленный с нужной цветовой палитрой факела, быстро настроит параметры и получит качественный сварной шов.

Видео описание
Газосварка: первые шаги.
Правый и левый методы сварки

Сварку с использованием ацетилена и кислорода можно выполнять одним из двух методов – левым или правым. Эти названия не являются случайными, но прописанными в стандартах ГОСТ. Правым методом является подход, при котором горелка перемещается слева направо, продвигаясь при этом впереди присадочной проволоки, как бы подталкивая факел. В случае с левым методом предполагается движение горелки справа налево, где сварочный пруток, наоборот, отдаляется от факела.
Хотя невозможно однозначно утверждать, что один метод дает лучшее качество соединения, правый подходит для металла толщиной больше 5 мм. Левый метод, в свою очередь, выглядит более эстетично – сварщик имеет возможность постоянного контроля за швом и может регулировать его ширину и толщину. Кроме того, левый метод позволяет пламени равномерно распространяться по металлу, что значительно снижает риск пережога заготовки. Движение сопла горелки осуществляется строго по одной линии, в то время как присадочный пруток может двигаться не только вперед, но и выполнять колебательные движения, что позволяет увеличить прочность шва.
Об особенностях автоматической сварки под флюсом.
Наклон мундштука
Теперь разберем, как сваривать ацетиленом, учитывая зоны пламени и угол наклона сопла горелки. Ручной способ сваривания подразумевает такое направление факела, чтобы границы, которые оплавляются, находились в восстановительной зоне пламени и не доходили 2-6 мм до конца ядра. Конец присадочной проволоки можно удерживать либо в восстановительной области пламени, либо в сварочной ванне, которая образуется.
Угол наклона сопла горелки варьируется в зависимости от толщины металла и его теплопроводности. Например, для стальных заготовок толщиной от 1 до 3 мм угол будет составлять 20-30°, а для стали толщиной 3-5 мм – 30-40°. В начале сварки, для прогрева кромок, устанавливают наибольший угол горелки, чтобы огонь непосредственно попадал в нагреваемую зону, но потом угол постепенно уменьшается до номинального значения. В конце сварки наклон минимизируется, чтобы заполнить шов и исключить пережог металла.
Оборудование для ацетиленовой сварки
Рассмотрим оборудование, необходимое для проведения ацетиленовой сварки. Его стоимость довольно доступна.
- Баллоны с ацетиленовым газом. Современные технологии заменили сложные газогенераторы, которые использовались в первые годы развития этой технологии. Для различения содержимого баллонов стоит обратить внимание на их окраску: ацетилен подается в белых баллонах, а кислород – в голубых. Эти емкости имеют значительный вес, поэтому для их транспортировки желательно использовать специальные тележки.
- Необходимы сопла и газовая горелка. На рынке можно найти горелки различных размеров. Для сварки толстых заготовок рекомендуется использовать сопло с большим диаметром, обеспечивающее достаточный приток газовой смеси в сварочную ванну и прогрев области стыка.
- Шланги. Они используются для подачи газа к горелке.
- Редуктор. Это устройство контролирует давление газа в баллоне и защищает емкость от обратного удара.
- Присадочная проволока. В зависимости от состава свариваемых металлов проволока может содержать легирующие элементы или другие добавки.
Указанное оборудование представляет собой необходимый минимум, который позволяет обеспечить безопасность выполнения работ и высокое качество сварного шва при условии строгого соблюдения технологии.
Технология ацетиленовой сварки
Технология ацетиленовой сварки осуществляется следующим образом: через горелку на соединяемые детали подается горящая смесь ацетилена и кислорода. В процессе этого края деталей плавятся и смешиваются, а добавляемая в шов проволока позволяет образовать крепкое цельное соединение. Кислород используется в качестве катализатора, что обеспечивает полное сгорание ацетилена, в противном случае он будет оставлять дым.
На практике выработано оптимальное соотношение ацетилена к кислороду – 55:45.
Подготовка к выполнению работ
Прежде всего, подготовьте рабочее место, очистив его от всех посторонних легко воспламеняющихся жидкостей и предметов. Соединяемые детали должны быть предварительно очищены от грязи и окислов. Если необходимо, выполните их формовку и разметку заранее.
На качество сварного шва влияют несколько параметров:
- Мощность пламени. Она должна подбираться в зависимости от теплопроводности металла и температуры его плавления. Настройка мощности пламени достигается с помощью использования горелок различного диаметра (от Г1 до Г4) и наконечников. Чем больше мощность, тем больше расход ацетилена.
- Диаметр присадочной проволоки. Для его расчета используется специальная формула: измерьте толщину свариваемых заготовок, разделите полученное значение на два и добавьте 1 мм. Это значение будет оптимальным диаметром присадочной проволоки.
- Угол сварки. Угол измеряется относительно плоскости детали и варьируется от 10 до 80°. Чем толще металл, тем менее острый угол наклона следует выбирать. Прогрев металла производится под прямым углом. В конце сварки при формировании кратера угол всегда очищается, чтобы избежать образования пережога.
Работа с горелкой
Баллоны с газом оборудованы редукторами, которые позволяют регулировать давление кислорода и ацетилена. Рекомендуемое значение давления не превышает двух атмосфер, поскольку при более высоком давлении процесс регулировки пламени может усложниться. На начальном этапе работы необходимо открыть баллон с ацетиленом и поджечь горелку, а затем открыть вентиль баллона с кислородом, постепенно увеличивая его подачу в смесь для достижения требуемой устойчивости горения.
Виды пламени
В видимом пламени можно различить три зоны: первая, ближайшая к горелке – ядро, вторая зона – восстановительная, третья – факел, который достигает наибольшей температуры.
В зависимости от пропорций ацетилена и кислорода пламя может быть нескольких типов:
- Нормальное. Соотношение компонентов составляет 1:1 или 1:1,1. Этот тип пламени используется чаще всего и отличается четкими границами между тремя зонами. Подходит для обработки различных типов сталей и металлов.
- Ацетиленовое. Ядро имеет зелёный ореол, границы рабочей зоны расплывчаты, а факел отличается характерным желтым цветом. Этот тип пламени используется для соединения чугунных заготовок.
- Кислородное. Части пламени уменьшаются, ядро приобретает коническую форму, факел издает шум и имеет сине-фиолетовый цвет. Это пламя идеально подходит для соединения латунных изделий.
Методы ведения горелки и использование присадочной проволоки
Для создания сварочной ванны металл необходимо предварительно нагреть до оптимальной температуры. Для этого факел от горелки направляется к металлу под прямым углом, чтобы ядро пламени находилось на расстоянии 1-3 мм от поверхности изделия. О достижении нужной температуры указывает, как металл начинает менять цвет на светло-желтый. После этого можно начинать формировать шов.
Особенности
Перед началом работ с ацетиленовой сваркой рекомендуется тщательно изучить технологию процесса. Существуют некоторые важные нюансы, от которых зависит качество и надежность сварных соединений.
Этот вид сварки получил популярность благодаря простоте получения ацетиленового газа и его доступности. Качество соединений определяется тремя ключевыми факторами: мощностью пламени, углом сварки и диаметром присадочной проволоки.
Таким образом, важно обратить внимание на следующие особенности данной технологии:
- Выбор мощности пламени горелки должен соответствовать свойствам металла, который будет подвергаться сварке.
- Существует правило, которого стоит придерживаться при выборе параметров мощности пламени: толстые изделия обладают высокой теплопроводностью и температурой плавления, что требует большей мощности пламени, а тонкие обрабатываются иначе. Однако следует помнить, что с повышением мощности пламени растет и расход газа.
- Угловые значения варьируются в зависимости от толщины свариваемого материала. Для деталей толщиной от 1 до 15 мм рекомендуется угол от 10 до 80 градусов.
- Угол наклона должен увеличиваться с увеличением толщины заготовки.
- Чтобы обеспечить равномерный прогрев детали, на начальной стадии сварки держите горелку под углом 90 градусов, независимо от толщины детали.
- Не менее важным является диаметр присадочной проволоки, так как он также влияет на качество соединения. Диаметр нужно подбирать в зависимости от толщины свариваемых материалов.
- Сварщики рекомендуют использовать «умное» правило при расчете диаметра проволоки: сначала определите толщину детали в миллиметрах, затем разделите это значение на два и прибавьте 1 мм. Это и будет идеальный диаметр проволоки для вашей задачи.
- Горелка для ацетиленовой сварки может перемещаться как от себя, так и к себе. В случае, когда сварщик движет горелку от себя, сначала должна двигаться именно горелка, а за ней присадочная проволока, благодаря чему металл будет полностью прогреваться и сформируется сварочная ванна.
Инструменты и материалы
Перед тем как приступить к сварке с использованием ацетилена и кислорода, необходимо рассмотреть, какое оборудование понадобится для выполнения данной технологии. Обычно требуется доступное и сравнительно недорогое оборудование.
Тем не менее, чтобы избежать проблем и ошибок во время сварочного процесса, необходимо учитывать несколько важных моментов:
- Ранее для производства ацетилена использовали генераторы, но с развитием современной технологии они были заменены на баллоны, значительно упростившие процесс сварки.
- Баллон с ацетиленом имеет белую окраску, а кислород предоставляется в баллонах другого типа. Транспортировка осуществляется с использованием специальных тележек.
- Обязательно нужны газовые горелки для работы с ацетиленом и разнообразные сопла, которые могут иметь различные размеры.
- Если необходимо сильно нагреть толстые металлические элементы, то рекомендуется применять сопло с большим отверстием, чтобы оно могло подать необходимое количество газовой смеси в сварочную ванну для прогрева соединяемых областей.
- К горелке должны быть также подсоединены шланги для подачи ацетилена и кислорода.
- Давление ацетилена и кислорода должно регулироваться с помощью редукторов, которые защищают баллон от обратного удара.
- Необходима присадочная проволока; в зависимости от материала, который будет сваривается, она может содержать легирующие добавки или быть изготовлена из различных металлов.
Соблюдение всех перечисленных условий и использование необходимого оборудования гарантирует получение прочного и стойкого соединения металлических деталей. Важно помнить об особенностях и нюансах процесса.
Также следует учитывать, что ацетилен используется не только для сваривания, но и для резки металлов. Однако работать с этим газом должны только опытные специалисты, обладающие полными знаниями о правилах технологии, так как этот метод сварки требует крайне высокой точности и строгого соблюдения всех мер безопасности.