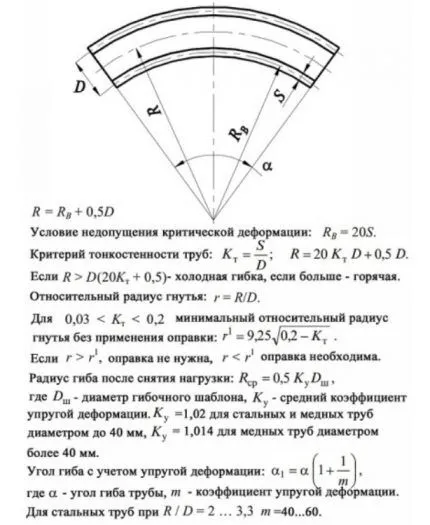
Протяженность области трубы, которую необходимо нагреть, зависит от ее диаметра и угла изгиба. Важно отметить, что радиус закругления не должен быть меньше, чем диаметр трубы, умноженный на 3. Это условие помогает избежать деформаций и повреждений материала.
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, которые были согнуты под углом, находят активное применение в таких отраслях, как нефтяная и химическая, а также в машино- и аппаратостроении. Нельзя представить себе ни один архитектурный или строительный проект без использования изогнутых трубопроводов.
Для выполнения поворотов можно использовать различные фитинги, однако такой подход может привести к образованию течей, что иногда является недопустимым с эстетической точки зрения. Гибка труб представляется более привлекательным и надежным решением, так как она не нарушает их целостность и обеспечивает высокую герметичность соединений.
В следующем разделе мы подробно расскажем о том, как достаточно эффективно выполнить гибку металлической трубы как при помощи холодной, так и горячей технологии. В статье рассмотрим специфику гибки труб, изготавливаемых из различных материалов, а также выделим особенности работы с профильными и стандартными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает уникальными свойствами, которые необходимо учитывать для того, чтобы придать металлическому прокату желаемую форму. На трубу, которая подлежит изгибу, действуют как радиальные, так и тангенциальные силы.
Радиальные силы вызывают деформацию сечения трубы, в то время как тангенциальные силы могут приводить к образованию складок. Главное требование к конечному результату — сечение трубы должно оставаться неизменным, а на стенках не должно появляться гофр. Гибка позволяет минимизировать количество сварных швов при прокладке трубопроводов с различными отводами.
Гибка труб активно используется при создании каркасных конструкций для теплиц, навесов, входных групп, веранд и даже садовой мебели. Этот процесс создает высокопрочную основу для крепления как деревянных, так и металлических или поликарбонатных элементов.
Применение гибки труб в трубопроводах позволяет существенно сократить количество фитингов, что, соответственно, уменьшает количество потенциальных точек протечки. Тем не менее, стоит помнить, что гнуть трубы без специализированного инструмента крайне нежелательно. Неверные действия неопытного специалиста могут существенно ухудшить сечение трубы, что, в свою очередь, может изменить давление среды и пропускную способность трубопровода.
Для достижения оптимального радиуса гибки без значительных деформаций сечения, используются гибочные устройства и установки.
Для редких операций достаточно изготовить опорную плиту с дорнами под изгиб трубы или сделать ручной инструмент из подручных материалов.
Для выполнения фигурных изгибов по одному заданному радиусу можно создать оправку — специальное устройство с округлым краем, которое принимает форму сгибаемой трубы.
По методу привода гибочные станки делятся на механические и электрические, а по принципу действия они подразделяются на вальцовые (роликовые) и гидравлические.
Введение домкратов, рычагов и гидравлических поршней в конструкцию станка способно значительно облегчить процесс гибки, снижая физические усилия, необходимые для выполнения этой операции.
Как ручные гибочные инструменты, так и стационарные машины с гидравлическим механизмом могут быть оборудованы электроприводом.
Как работать с трубогибом
Трубогибы — это устройства с ручным, электрическим, гидравлическим или комбинированным приводом, предназначенные для придания металлическому прокату заданной геометрической формы.
Все трубогибочные агрегаты распределяются по рабочему положению, методу деформации, контролю процесса и другим характеристикам. Чтобы лучше ознакомиться с принципами их работы, стоит детально изучить разнообразие существующих на сегодняшний день гибочных технологий.
Стационарные устройства для мелкого, среднего и промышленного производства варьируются по размерам в зависимости от предназначения для определенного сечения изделий. Они могут быть:
- вертикальными, где заготовка подается сверху вниз, горизонтальными (реже универсальными);
- электрическими или гидравлическими для серийного производства. В отличие от ручных, они обеспечивают более высокую точность, особенно при необходимости изготавливать несколько идентичных деталей;
- по типу управления: ручными, полуавтоматическими, автоматическими, с числовым программным управлением. Чем более сложным является управление, тем больше опыта и теоретических знаний требует от оператора.
Ручные и мобильные устройства для гибки прутков, тонкостенных труб или изделий малых диаметров могут быть без станины и больше напоминают рычажные механизмы. Такие устройства способны согнуть трубу диаметром около 20 мм под углом 90 градусов. Они часто используются сантехниками, автослесарями и другими специалистами, работающими с водопроводами, каркасами и арками.
Среди других ручных моделей выделяются арбалетные и роликовые, которые требуют значительных физических усилий для достижения результатов. Устройства с гидравлическими механизмами значительно упрощают работу и увеличивают производительность.
Помимо заводского оборудования, существует множество уникальных решений, которые умельцы создают своими руками. Для интересующихся есть множество материалов на просторах интернета.
Чтобы корректно согнуть трубу с помощью трубогиба и избежать повреждений, требуется наличие специальных технических знаний. Мастера обращают внимание на тип металла, его свойства, коэффициент упругости, диаметр сечения, толщину стенок и другие характеристики. Игнорирование этих факторов может привести к необратимым дефектам, таким как разрывы, складки, изменения сечения и истончение стенок.
Основная работа специалиста заключается в управлении гибочным процессом и контроле работы станка. Также от него требуется знание чертежей, умение пользоваться контрольно-измерительными приборами и соблюдение техники безопасности:
- устанавливать заготовку следует только после проверки исправности устройства;
- после корректировки положения металлопроката, что обеспечит его устойчивость, можно начинать работу на станке;
- во время работы нельзя находиться в зоне, где происходит сгибание, и следует соблюдать остальные правила безопасности.
Как правильно согнуть трубу
В данном разделе мы подробнее рассмотрим, как правильно согнуть как профильную, так и круглую трубу.
В домашнем хозяйстве иногда возникает необходимость в изогнутых металлических изделиях для водопровода, канализации, теплиц, калиток, навесов и т. д. При наличии заготовок небольшого сечения, некоторые решаются выполнить такую работу своими руками. Однако неправильный подход может привести к серьезным дефектам и даже травмам.
Чтобы понимать процесс изгибания металла и ответить на вопрос: как правильно согнуть профильную трубу?, нужно знать, что основной смысл процесса при холодном методе заключается в растяжении изделия по заданному радиусу, в то время как при горячем — в нагреве и последующем или одновременном растяжении. Вот что важно учитывать для достижения более точного деформирования заготовки:
- длину отрезка, который будет захватываться, ведь он скорее всего отправится в отходы;
- если вы планируете получить несколько одинаковых колец, лучше сделать пружину, которую потом разрежете;
- по ходу процесса на стенки трубы действует одновременно сила растяжения и сила сжатия. Внутренний слой металла сжимается, тогда как внешний слой растягивается; максимальное напряжение возникает в центре изгиба. Поэтому крайне нежелательно находиться рядом с рабочим механизмом трубогиба после запуска, иначе есть риск получить серьезные травмы;
- нагрев увеличивает пластичность изделия, но тонкие трубы лучше вообще не греть;
- если нужно выполнить несколько загибов в различных направлениях, процесс усложняется;
- используйте специальные таблицы для расчетов для различных металлов: стали, меди, латуни, алюминия, а также металлопластиковых труб и различных сплавов и т. д.
Устройство и принцип работы
Принцип действия трубогибочного станка основан на возможности деформации трубок под определенным радиусом. Для того чтобы избежать образования складок внутри при сгибании, размер зоны перегиба должен примерно соответствовать 3-4 диаметрам заготовки. Если место обработки слишком короткое, желаемая геометрия будет нарушена, что приведет к образованию гофр на тонких стенках или даже к их разрыву.
Когда применяется ручной трубогиб для работы со сварными трубками, всегда существует риск расхождения швов. Высокое качество погнутых изделий можно гарантировать только при использовании бесшовных заготовок и материалов с высокой пластичностью.
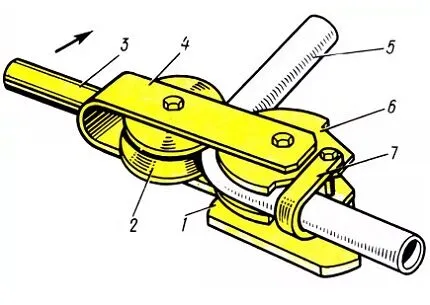
Принцип работы инструмента прост: труба зажимается внутри устройства, затем плечи складываются, что создает механическое давление на стенки заготовки. Места соприкосновения имеют форму роликов, что позволяет инструменту беспрепятственно прокатываться по всем периметрам трубы, обеспечивая равномерное давление по всей длине. Это также исключает возможность образования вмятин в местах давления.
Края заготовок во время работы фиксируются роликовыми упорами, что предотвращает смещение трубы — это обеспечивает максимальную безопасность процесса.
Обзор видов
Рычажный
Рычажный трубогиб представляет собой удобный инструмент, который можно использовать для меди, металлопластиковых труб и труб тонкостенного металла. Принцип работы этого устройства достаточно нагляден: в нем имеется роликовый подвес, полуролик и пара рычагов. Формирование заготовки происходит при помощи физической силы оператора, которая затем фиксируется зажимом. Такой инструмент позволяет делать изгибы под углом до 180 градусов.
Преимущества рычажного инструмента включают:
- возможность изгибать трубы в воздухе без посторонней опоры;
- помощью валика можно обрабатывать несколько труб с одинаковым углом загиба;
- присутствие рычага значительно увеличивает давление на металл, снижая при этом требуемую силу приложения со стороны оператора.
Такие трубогибы могут изготавливаться из различных материалов, таких как металл, стекловолокно и даже пластик. Некоторые модели могут также включать гидравлические элементы. Единственный недостаток подобных устройств — это их ограниченная сфера применения, так как рычажные трубогибы узкоспециализированы и подходят преимущественно для сантехнических труб.
Пружинный
С точки зрения техники, пружинный трубогиб является простейшим инструментом — это обычная упругая пружина, способная прекрасно удерживать форму. В этой конструкции нет сложных элементов, а воздействие осуществляется при помощи физической силы оператора. Данный инструмент существует в двух вариантах — внешнем и внутреннем. В первом случае пружина одевается на трубу, во втором — вставляется внутрь. Пружинный агрегат лучше всего подходит для работы с медными трубами и трубами из металлопластика.
Использование пружинного инструмента позволяет создать необходимый угол при минимальном риске повреждения металла. Также к преимуществам данного агрегата относится возможность загибать трубы в воздухе и изменение формы уже установленной трубы. Однако есть и недостатки: под заготовкой отсутствует валик, поэтому сгиб может быть произвольной формы. Кроме того, каждая пружина может использоваться только для труб определенного диаметра.
Область применения данного инструмента ограничена исключительно тонкостенными сантехническими трубами.
Автоматический
Автоматический трубогиб представляет собой автоматическую версию ручного инструмента. Он сохранил уголковый механизм работы, возможность гибки в воздухе и с использованием перемещающегося ролика. Автоматический трубогиб легко переносить с места на место, и его размеры, как правило, сравнимы с габаритами стандартного перфоратора.
Подходит для деформации следующих типов проката:
- медные тонкостенные трубы диаметром менее 1 дюйма;
- стальные тонкостенные трубы диаметром до 25 мм.
Физическая сила сгибания передается на шестеренчатый редуктор, который затем передает ее на рабочий вал, осуществляющий вращение заготовки. Эта модель позволяет достигать углов наклона в диапазоне от 0 до 180 градусов. Однако нагрузка на механизм довольно высока, поэтому качество изделий блокируется по материалу шестерен. В бюджетных моделях для шестерен используются порошковые сплавы, которые имеют склонность к быстрому повреждению. В более дорогих версиях шестерни изготавливаются из высококачественной стали.
Чем более качественный редуктор, тем дольше будет служить инструмент.
Арбалетного типа
Последний вариант — это универсальное устройство, функционирование которого основано на сменных насадках под трубы конкретного диаметра. Оно представляется в форме Т-образной конструкции, на одной стороне которой находится держатель труб, а на другой — рычаг передачи физической силы. Обычно в процессе работы на этом оборудовании используется мускульная сила, но встречаются модели, где сила передается на гибочный башмак.
Ручные профилегибы
Ручные трубогибы — это устройства, работающие исключительно благодаря физической силе, и применяются для гибки полого металлопроката с любым сечением. Они являются мобильными и отличаются небольшими размерами и весом.
Профессионалы часто используют этот вид профилегибов для изготовления деталей непосредственно на месте монтажа. Одной из сильно распространенных моделей является профилегиб с тремя роликами-шаблонами. Именно вокруг этих роликов происходит движение заготовки при выполнении гибочных работ на объекте у заказчика. С помощью ручного профилегиба мастер может в любой момент изготовить нужные детали, а также корректировать их кривизну на месте;
После загрузки прямой профильной трубы из ручного трубогибочного устройства выходит изделие, изогнутое под необходимым углом. При этом угол сгиба может быть любым.
Профессионалы используют ручной трубогиб также для квадратной трубы и полых прямоугольных прокатов, а также для изгиба полосы, квадрата, круглых труб и прутков. Устройство имеет простую конструкцию и не требует предварительных сложных настроек. Сгибание заготовки осуществляется с высокой точностью согласно заранее заданному радиусу.
Среди других достоинств профилегибочной машины можно выделить:
- высокую степень безопасности при выполнении работ;
- отсутствие необходимости подключения к электрической сети;
- легкую транспортировку;
- широкую область применения.
Ручной профилегиб представляет собой надежное устройство, изготовленное из высококачественной стали, включая легированные сорта. Это гарантирует высокую прочность механизма.
Валы для трубогиба делают различных размеров. Их конструкция позволяет аккуратно гнуть профтрубы без особых усилий независимо от материала заготовок, будь то сталь, алюминий или медь.

Механические профилегибы оснащаются различным количеством проточек, которые отличаются размерами в зависимости от предназначения устройства. Это исполнение позволяет изгибать заготовки различного сечения. Например, в процессе изготовления металлоконструкций часто приходится сгибать профильные трубы 25*25 мм и 40*40 мм непосредственно на месте монтажа.
Пределы угла изгиба и максимальная толщина стенки металлозаготовки всегда зависят от модели используемого оборудования, и это нужно учитывать, когда специалисты готовятся к выполнению заказа.
Ручной профилегиб удобен в использовании и может быть по необходимости закреплен на рабочем столе, для чего в станине предусмотрены специальные отверстия. Во многих моделях также реализованы контргайки, которые позволяют прокатывать одинаковые размеры дуг. При этом многие устройства оснащаются съемными закаленными валами. Конструкция также включает наборные ограничительные гайки, обеспечивающие движение профиля по центру валов. Более того, надежные подшипники делают трубогиб долговечным и менее подверженным износу.
Профилегибочные станки с гидравлическим приводом
Гидравлические профилегибочные механизмы позволяют эффективно изгибать трубы с сложными профилями. В этом случае мастеру требуется прикладывать минимальные физические усилия, так как большинство операций выполняет гидравлическая система.
Гибочное устройство с гидравликой для профильных труб является более совершенным механизмом по сравнению с ручными профилегибами. Оно оснащается вальцами для горизонтальной и вертикальной прокатки заготовок, что позволяет за одну операцию изогнуть прокат в нескольких направлениях с различными углами и радиусами.
Стандартные гидравлические станки для изгиба профильных труб комплектуются тремя вальцами. Один из них является прижимным, а два других служат приводными роликами. Они изготавливаются из прочной легированной стали, что обеспечивает их длительный срок службы. При необходимости валы легко заменяются, что ускоряет процесс сервисного обслуживания.
Горячая гибка
Метод горячей гибки позволяет придавать профтрубам нужную форму, минимизируя риск образования трещин и сплющиваний. В результате линии изгиба получаются плавными и ровными. Однако данный метод не рекомендуется для труб из цинка, так как в процессе нагрева выгорает оцинкованный слой, который защищает конструкции от коррозии.
Для выполнения горячей гибки вам понадобятся следующие инструменты и материалы:
- кварцевый песок;
- две деревянные заглушки;
- газовая сварка (горелка);
- дрель.

Инструкция по горячей гибке:
- Сначала заготовка профтрубы затыкается деревянным колышком с одной стороны; затем насыпается кварцевый песок и затыкается противоположный конец аналогичным образом. Это необходимо для предотвращения деформации материала во время сгибания. Без использования песка конструкция может быть повреждена.
- В одном из концов профтрубы делается отверстие, через которое будет выходить воздух в процессе нагрева.
- Затем место сгиба разогревается газовой сваркой или горелкой, после чего придается нужная форма профтрубе. Необходимо соблюдать осторожность во время работы с газовой сваркой и следовать мерам пожарной безопасности. Важно избегать перегрева металла, чтобы предотвратить появление окалины и ухудшение эксплуатационных свойств производимого изделия.
- После того как изделие получило нужный изгиб, необходимо вытащить деревянные клинья и высыпать песок. Заглушки можно легко удалить, нагревая концы профтрубы с помощью горелки.
Как согнуть трубу при помощи сварочного аппарата и болгарки
- По всей длине предполагаемого изгиба делаются поперечные надрезы болгаркой.
- Далее выполняется изгиб трубы до необходимой формы.
- С помощью сварочного аппарата заделываются надрезы, которые затем шлифуются.
Существующие методы гибки профильных труб позволяют выполнить эту процедуру самостоятельно, без привлечения профессиональных рабочих и затрат на дорогостоящее оборудование. Главное — следовать алгоритму при создании изгибов и подойти к работе с глубокими знаниями в данной сфере.