Опыт показывает, что после низкотемпературной спайки детали могут выдерживать значительно меньший диапазон эксплуатационных температур по сравнению с высоким температурным режимом. Однако воздействие высоких температур на процесс пайки способно изменить структуру металлического сплава, особенно если температура плавления материала близка к температуре самой пайки.
Пайка нержавеющей стали оловом
Нержавеющая сталь является одним из самых сложных материалов для пайки. Для достижения качественного соединения крайне важно правильно выбрать тип припоя, необходимое оборудование и строго следовать установленным процессам. Обычно мастера отдают предпочтение припоем на основе олова.
Особенности
Для пайки нержавеющей стали можно использовать различные составы припоев. Важно, чтобы в них в значительной степени содержалось олово. Мягкий припой традиционно относится к маркам, содержащим олово — такие как ПОС. Этот припой обладает высокой плавкостью и тягучестью, что облегчает его использование в процессе пайки.
Такой состав припоя позволяет ему проникать во все обрабатываемые участки, что существенно увеличивает адгезию с поверхностями нержавеющей стали, обеспечивая надежное соединение.
Основным преимуществом олова является то, что это вещество выступает в роли отличного раскислителя. Однако стоит отметить, что мягкие припои имеют свои недостатки, основным из которых является невысокая прочность соединения. В твердом припое также присутствует значительное количество олова, при этом для повышения его прочности в состав добавляется серебро. Припои с таким составом имеют обозначение ПСр.
Работа с оловянными припоем имеет множество преимуществ:
- Доступность: такие материалы можно приобрести в большинстве магазинов по невысокой цене.
- Отличная плавкость.
- Легкость проникновения в труднодоступные места благодаря хорошей текучести.
Тем не менее, существуют и недостатки, хотя они не столь критичны:
- Высокая текучесть состава может вызвать трудности при пайке вертикальных или наклонных поверхностей.
- Невысокая прочность соединения, что делает его непригодным для нагрузок.
- После пайки изделие не может быть подвергнуто высокой температуре, так как припой может плавиться под воздействием нагрева.
К примеру, если запаять чайник и поставить его на огонь, есть вероятность, что припой начнет течь, оставляя дыру даже в качественно выполненном соединении.
Кроме того, высокая текучесть затрудняет обработку наклонных и вертикальных поверхностей, что добавляет сложности в процессе пайки.
Как выполнить пайку в домашних условиях
Пайка нержавеющей стали, а также работа с пайкой нержавейки с медью, часто встречается даже в домашних условиях. Изделия из нержавеющей стали известны своим долговечным использованием в быту, и, когда они сталкиваются с повреждениями, многие мастера стремятся выполнить ремонт самостоятельно. Прежде всего, нужно отметить, что пайка стальных деталей не такая сложная задача, если строго придерживаться технологии и иметь нужные инструменты и материалы.

Вначале рекомендуется изучить теоретический материал и ознакомиться с видеоуроками, которые относятся к правилам пайки. Для успешного выполнения пайки вам понадобятся такие инструменты и материалы:
- Паяльник с электрическим приводом мощностью не менее 100 Вт;
- Специальная паяльная кислота для использования в качестве флюса;
- Напильник или наждачная бумага для подготовки поверхностей;
- Припой, предназначенный для соединения стальных компонентов, на основе олова и свинца;
- Стальной трос;
- Металлическая трубка.

Материалы и инструменты для пайки
Выбирая паяльник для работы с нержавеющей сталью, стоит отдавать предпочтение модели мощностью 100 Вт. Использовать более мощный инструмент для таких задач обычно нецелесообразно.
Процесс пайки осуществляется по следующему алгоритму:
- Прежде всего, тщательно очистите место соединения, используя наждачную бумагу или напильник.
- После подготовки поверхностей нанесите флюс, который, как уже упоминалось, должен быть на основе паяльной кислоты. Основная задача флюса — обеспечить качественное лужение деталей.
- Когда поверхности обработаны флюсом, следует выполнить лужение, нанося тонкий слой припоя из олова и свинца. Если с первого раза это не удалось, повторите процесс, предварительно нагревая соединяемые детали.
- Иногда даже после повторного нагрева лужение может не сработать, и припой будет скатываться с поверхности. В таком случае рекомендуется использовать металлическую кисточку, изготовленную из стального троса и трубки. Перед ее использованием также нанесите флюс и прогрейте область соединения. Это поможет удалить окисную пленку, которая может мешать качественному лужению.
- После успешного нанесения тонкого слоя олова можно начинать пайку, используя паяльник и припой для заполнения стыка между деталями.
Типы припоев
Для соединения изделий из нержавеющей стали могут использоваться как мягкие, так и твердые припои. Мягкие припои, содержащие олово и свинец, представляют собой легкоплавкие материалы с высокой пластичностью и хорошей текучестью в расплавленном состоянии. Эти характеристики критически важны для пайки нержавеющей стали, так как мягкие припои обладают хорошей раскислительной способностью, улучшая качество соединения.

Свойства мягких припоев
Более надежные соединения можно получить, используя твердые припои. Они производятся из металлов с более высокой температурой плавления по сравнению с оловом, что позволяет достигать крепких и долговечных соединений. Часто такие припои содержат техническое серебро, процент которого может достигать 30% в составе.
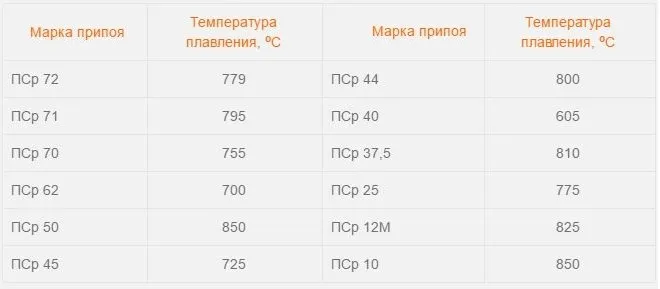
Основные марки серебряных припоев
Одним из наиболее популярных типов твердых припоев является образец марки HTS-528. Этот припой успешно используется для соединения не только нержавейки, но также меди, латуни, бронзы, никеля и других металлов. Он предлагается в виде прутка, уже покрытого слоем флюса. Температура его плавления составляет 760°С.

Припой HTS-528 представляет собой пруток, покрытый флюсом красного цвета. Он подходит не только для нержавейки, но и для чугуна и цветных металлов.
Пайка нержавейки оловом

Процесс пайки нержавейки оловом может показаться сложным из-за особенностей поведения самого металла. Однако этот припой является одним из лучших вариантов для работы с нержавеющей сталью. Этот стандартный метод знаком многим, кто занимается пайкой, но для нержавейки не всегда гарантирует надежный результат. Он обычно используется для мелких соединений, таких как прикрепление небольших деталей или заделка трещин.

Пайка нержавейки оловом
В промышленности этот метод используется реже, чем в домашних условиях. Независимо от того, паять с помощью паяльника или газовой горелки, следует быть предельно осторожными — материал может быстро растекаться, поэтому важно корректно подбирать режимы работы и расходные материалы, соответствующие стандартам, установленным ГОСТ 860-75.
Преимущества пайки нержавейки оловом
- Пайка оловом позволяет легко и быстро заделать мелкие повреждения, обходясь без сложных процедур;
- Процесс занимает немного времени и не требует продолжительной подготовки;
- Расходные материалы имеют умеренную стоимость;
- Олово помогает снизить текучесть нержавейки во время пайки, что делает процесс более простым по сравнению с другими припоем;
- Для многих случаев конечный результат будет достаточно высокого качества.
Недостатки пайки нержавейки оловом
- Пайка не соответствует многим другим процессам, предназначенным для обеспечения надежного несъемного соединения, по прочности, поэтому ее не рекомендуется использовать для ответственных конструкций;
- Из-за содержания олова диапазон рабочих температур деталей ограничен, так как олово может расплавиться при высокой температуре;
- Остаются трудности в обращении с нержавейкой в расплавленном состоянии.
Режимы пайки оловом
Температура пламени горелки, выраженная в градусах Цельсия, должна точно соответствовать необходимым условиям для получения качественного шва.
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки требует внимательного подбора инструментов и прочего оборудования. Для этого вам понадобятся:
- Паяльник или газовая горелка;
- Растворитель для очистки;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Рекомендуется использовать паяльник с мощностью около 100 Вт, так как менее мощные модели не смогут достичь нужной температуры.

Паяльник для пайки нержавейки
Для соединения крупных деталей может понадобиться более мощный инструмент. Жало паяльника должно быть необгораемым, чтобы продлить срок его службы. Важно обратить внимание на то, что паяльники могут работать только с легкоплавкими припоем. Для этой пайки идеально подойдут бруски чистого олова или прутки из серии ПОС.
Меры безопасности
При пайке нержавеющей стали оловом в домашних условиях обязательно соблюдение правил электробезопасности. Основная угроза заключается в возможности ожога от контакта с горячим паяльником, расплавленным металлом или припоем. Также следует избегать вдыхания испарений, возникающих от нагрева металлов.
- Недостаточно тщательная зачистка;
- Слабый подогрев металла;
- Неправильный выбор флюса или припоя;
- Физическое воздействие на соединения до полного застывания припоя.
Припой для нержавейки и его типы
Припой для пайки нержавеющей стали бывает двух типов:
- Мягкий: Используются олово (свинец), которые обеспечивают высокую текучесть и пластичность, необходимые для формирования сварочного шва. Однако минус этого типа припоев заключается в том, что затвердевшее покрытие обладает низкими прочностными характеристиками.
- Твердый: Содержит до 30% технического серебра, что значительно повышает прочность и долговечность соединений. Твердые припои часто используются в промышленности и в ремонтных мастерских.
Для самостоятельной пайки деталей из нержавейки на дому рекомендуется использовать твердые припоев — они обеспечивают надежные и качественные соединения. Они изготавливаются из металлов, имеющих более высокую температуру плавления по сравнению с оловом и свинцом. В результате затвердевания припой формирует прочный шов, который может выдерживать значительные механические нагрузки.
На сегодняшний день одним из самых известных и часто используемых является универсальный припой марки HTS-528. Его применяют для соединения изделий из чугуна, нержавеющей стали и цветных металлов. Припой выпускается в форме прута с флюсовым покрытием красного цвета.


Пищевые припои
Технология пайки пищевыми припоем аналогична технике спайки металлов с использованием прочих присадок. Однако необходимо строго избегать использования металлических сплавов, содержащих свинец. Свинец является токсичным веществом и может вызвать серьезные проблемы со здоровьем.
При работе с ортофосфорной кислотой рекомендуется избегать затягивания процесса пайки, поскольку через 10-15 секунд на соединяемых участках образуется фосфатная пленка, препятствующая пайке. В этом случае перед тем, как запаять металл, потребуется повторное счистка поверхности. Поэтому флюс следует наносить непосредственно перед началом пайки.
Пайка нержавеющей стали дома

Достаточно часто домашнему мастеру необходимо отремонтировать кухонную утварь или посуду из нержавейки. Для этого потребуется подготовить определенный набор необходимого оборудования и расходных деталей. Чтобы эффективно и качественно спаять изделия из нержавеющей стали, необходимо также развить определенные навыки. Поэтому не рекомендуется сразу же браться за работу со сложными или большими изделиями. Постепенно, набираясь опыта, лучше начать с маленьких предметов, таких как ложки или обрезки нержавейки.
Рабочее место должно быть оборудовано специальным металлическим столом или поверхностью, обладающей огнеупорным покрытием. Также следует установить вытяжку, поскольку пары от расплава и флюса могут быть вредны для дыхательной системы. Все детали, подвергаемые пайке, должны быть надежно зафиксированы с использованием необходимых зажимов, струбцин или других крепежных приспособлений.
Рабочая зона должна быть организована так, чтобы не было лишних предметов — только те детали, которые планируется паять.
Емкости с расходным флюсом и другими рабочими жидкостями следует сразу же закрывать, чтобы избежать случайных загрязнений. Важно строго придерживаться технологии выполнения работ, так как некачественная обработка может привести к плохому соединению. И если припой не прилипает к поверхности, следует прекратить пайку и повторить процесс очистки и обезжиривания деталей. После их очистки можно касаться деталей только в специальных плотных перчатках — даже незначительное загрязнение от кожных выделений может испортить результат пайки.
Проволочная щетка для зачистки может быть сделана своими руками: достаточно взять отрезок трубы диаметром 5-10 мм длиной около 10 см и вставить в него довольно плотно волокна, полученные от металлического троса. Они должны выступать из трубки на несколько миллиметров. Для зачи щки мазков небольшого размера или в труднодоступных местах такая самодельная щетка может быть гораздо удобнее стандартных покупных инструментах.
С её помощью также можно работать, находясь рядом с горячими предметами, минимизируя время между процессами зачистки и пайки.
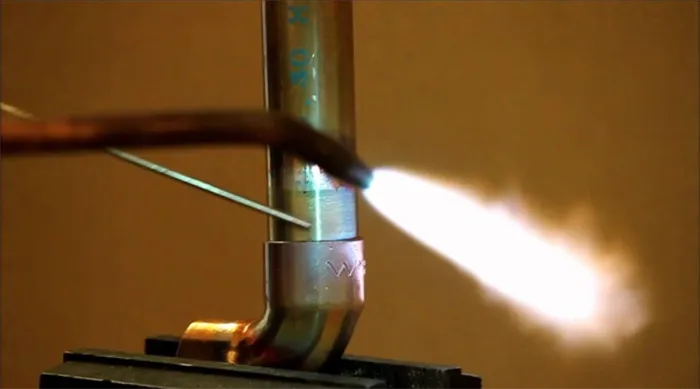
Пайка с помощью газовой горелки
При пайке с помощью газовой горелки необходимо равномерно перемещать её, чтобы обеспечить равномерный нагрев металла. Важно помнить, что пруток припоя должен плавиться от тепла самой заготовки, а не от пламени горелки. Только так можно добиться прочного и надежного соединения. После наложения прутка в область соединения необходимо продолжать нагревать заготовки для полного проникновения припоя и заполнения всех зазоров. Нужно поддерживать нагрев до тех пор, пока лишние остатки паяльного состава не начнут вытекать из соединения.
Распространенные ошибки
Вот некоторые распространенные ошибки, которые допускаются при пайке нержавеющей стали:
- Некачественная обработка и зачистка;
- Недостаточная предобработка (обезжиривание) поверхностей;
- Нехватка прогрева деталей, что мешает припою пройти в все зазоры и создать надежное соединение.
Рекомендуется периодически очищать наконечник жала паяльника, обеспечивая его эффективность.
Не стоит использовать припоев с высоким содержанием свинца или применять для этих целей канифоль.

Для проверки качества соединения можно попробовать поцарапать его шилом или отверткой. Надежное соединение можно лишь слегка поцарапать, отслоить припой при этом не получится. После того как пайка остынет, необходимо очистить соединение от остатков паяльного состава и флюса. Перед использованием посуды из нержавейки обязательно промойте её тёплой мыльной водой и прокипятите для удаления возможных загрязнений.