Однако, следует отметить, что при таком методе среза диаметр детали может немного уменьшиться, что в большинстве случаев нежелательно. Чтобы избежать деформации при работе с медными трубами, рекомендуется использовать ножовку. Тем не менее, в этом случае на краях могут образоваться заусенцы, от которых придется избавиться. Кроме того, для обеспечения точности реза потребуется применять шаблон, чтобы уменьшить риск косины.
Пайка медных труб: пошаговый разбор работ и практические примеры
Мастера-любители зачастую стараются самостоятельно выполнять строительные и ремонтные работы, что не только позволяет значительно сократить расходы в семье, но и придаёт уверенность в высоком качестве итогового результата. В связи с этим им необходимо овладеть новыми для себя навыками и технологиями, одним из которых является пайка медных труб.
В этой статье мы подробно рассмотрим процесс сборки и соединения трубопроводных коммуникаций из меди. Вы также узнаете, какие инструменты и расходные материалы понадобятся для успешной работы. Освоив эти полезные навыки, вы сможете самостоятельно монтировать трубопроводы, обладающие отличными эксплуатационными характеристиками.
Пайка меди: почему стоит этому научиться
Несмотря на то, что медные трубопроводы на практике встречаются довольно редко из-за их высокой стоимости, они безусловно считаются одними из самых лучших вариантов на рынке.
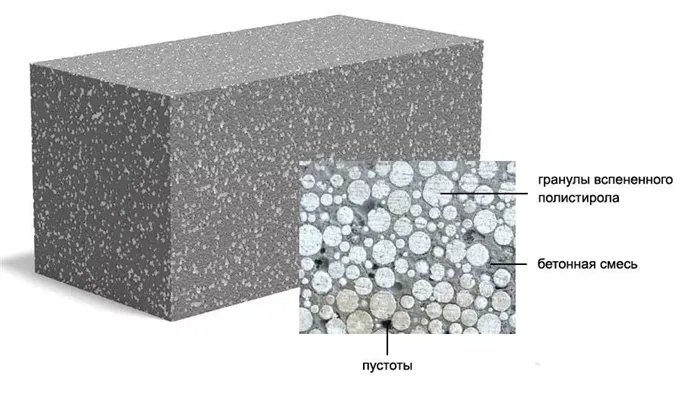
Медь превосходит все другие материалы по таким характеристикам, как термостойкость, гибкость и долговечность. Трубопроводы, выполненные из меди, могут быть надежно закладены в бетон или спрятаны в стенах, при этом они не потеряют своих свойств в процессе эксплуатации.

Срок службы медных труб сопоставим со сроком эксплуатации самого здания, что делает этот материал весомым кандидатом при выборе для систем отопления или водоснабжения. При расчете на долгосрочную эксплуатацию вложенные средства довольно быстро окупают себя, что не может не радовать. Кроме того, медь достаточно легка в монтаже, и страшные слухи о сложностях пайки чаще всего являются преувеличением.
Процесс пайки меди не представляет особых трудностей. Поверхность материала не требует применения агрессивных химических средств для очистки, так как большинство легкоплавких металлов имеет высокую адгезию к меди, что значительно упрощает выбор подходящего припоя.
Флюсы, предназначенные для работы с медью, не являются обязательными, так как при нагреве меди не происходит бурных реакций с кислородом. Важно отметить, что медные трубы сохранят свою первоначальную форму и размеры во время пайки, а при необходимости шов можно разобрать.
Общая информация
Перед тем как приступить к пайке меди, необходимо разобраться в методике выполнения данной работы. На практике попытки сразу использовать паяльник или другое оборудование приведут скорее к неудачам, чем к положительному результату. Ответственные специалисты всегда изучают актуальные ГОСТы, касающиеся пайки:
- 17325-79 (основные определения и термины);
- 17349-79 (основные методы и способы);
- 19249-73 (разновидности соединений, которые можно получить с помощью пайки);
- 859-78 (основные марки меди);
- 19250-73 (виды паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).
Существует два основных метода пайки меди. При использовании высокотемпературного метода выполняется нагрев до 900 градусов Цельсия, что даёт очень хорошие результаты при работе с трубами, рассчитанными на высокое давление. Безусловно, для этого необходимы специальные материалы, так как обычные припои не способны справиться с такой высокой температурой. Оптимально для каждой конкретной задачи подбирать собственный тип припоя.
С инженерной точки зрения пайка представляет собой сложный физико-химический процесс, в ходе которого создается неразъемное соединение. Во время пайки часть детали под действием нагретого материала плавится. При этом происходят такие ключевые процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.
Прочность получившегося стыка зависит от сформировавшихся химических связей между контактирующими слоями, а также от взаимодействия отдельных частиц. К основным преимуществам пайки относятся:
- возможность соединения различных металлов;
- возможность продолжать работу независимо от того, при какой температуре предварительно разогреты изделия;
- возможность связывания металлических и неметаллических материалов;
- доступность соединений для последующего разбора;
- сравнительно точное соблюдение геометрии и размеров изделия;
- снижение внутренних напряжений и минимизация риска деформации;
- высокая механическая прочность;
- большая производительность (особенно при капиллярной пайке).
Пайка меди легче, чем многих других металлов. Поверхность меди можно легко очистить от загрязнений, а реакция разогретой меди с кислородом и другими веществами практически отсутствует. Это позволяет обойтись без сложных флюсов. На практике пайка труб производиться методом капиллярной пайки, что накладывает определённые ограничения на выбор труб по геометрическим параметрам, но при этом даёт возможность получать рекордно качественный результат.
Особое внимание следует уделить пайке медных шин. В этом случае нахлест должен быть не менее эквивалента сечения соединяемых деталей. В идеале, нахлест должен составлять как минимум 50% от диаметра трубы, в связи с необходимостью заготовки отверстий для болтов и стягивания элементов. Дополнительно можно использовать несколько мелких крепежей в двух рядах, что значительно повысит прочность соединения. Процедура лужения каждой детали должна осуществляться по отдельности, чтобы обеспечить максимальное затекание припоя в зазоры.
Инструменты и материалы
В промышленности применяются различные методы соединения медных деталей. В домашних условиях можно обойтись обычным электрическим паяльником, а также следующими принадлежностями и оборудованием:
- флюс;
- твердый припой;
- металлическая щетка;
- набор кисточек;
- инструмент для резки труб (ручной или автоматизированный);
- горелка, работающая на природном газе.
Мощность используемого оборудования зависит от температуры плавления расходных материалов. Основная функция флюса заключается в предотвращении образования оксидных пленок на местах соединения. Также он помогает равномерно распределить припой по будущему шву. Общепринятым вариантом является использование олова в качестве припоя, так как оно плавится при сравнительно низкой температуре, что делает процесс пайки более удобным. Иногда в качестве припоя используются серебряные сплавы, однако они не так популярны из-за высокой стоимости.
При этом чистое серебро не применяют, а смешивают его с оловом и/или медью. Мягкие припоев используют только в случаях соединения водопроводных труб. В таких случаях необходимо соблюдать два основных ограничения: максимальный диаметр канала — до 10 см и температура нагрева соединяемых деталей — до 130 градусов. К категории мягких припоев относятся:
- свинцово-оловянные сплавы (считаются оптимальными);
- композиции с небольшим содержанием олова;
- специальные соединения определенных видов.
Для достижения максимальной прочности и стабильности шва применяют твердые припои. В эту группу входят медно-цинковые сплавы, сочетания меди с фосфором и чистая медь. Чтобы обеспечить максимальную стабильность соединений, лучше использовать многокомпонентные смеси. Если требуется паять медные проводящие жилы, то используют графитовый электрод, который позволяет обойтись без припоя и флюса.
Иногда для пайки меди применяют буру. Она разделяется на два основных типа: А и Б. Оба этих вещества имеют химическую нестабильность, поэтому их не рекомендуется хранить более 6 месяцев. Для процесса пайки лучше использовать буру типа Б.
В промышленной практике и даже в некоторых продвинутых мастерских всё чаще используется лазерная пайка. Данная технология находит применение у ювелиров, для которых важна высокая точность и возможность работы в ограниченных пространствах. Для той же цели лазерное оборудование ценится и радиомонтажниками: местный подогрев позволяет избежать негативных изменений в соседних участках изделия. Такой метод исключает появление посторонних звуков и загрязнений на обрабатываемых участках.
При работе с медными трубами часто используется пруток. Это простое средство позволяет оценить изменение температуры труб. Если пруток начинает плавиться сразу при касании, значит, трубка достигла необходимой температуры. Для лучшего результата иногда можно предварительно разогреть пруток горелкой. Важно отметить, что добиться хорошего результата возможно лишь при достаточной чистоте поверхности.
Выбор горелки
Для качественной пайки важны три основных момента. Во-первых, необходимо тщательно подготовить место соединения: оно должно быть очищено от ржавчины и краски. Во-вторых, следует подобрать подходящие припой и флюс, о чем мы поговорим подробнее ниже. И в-третьих, важен выбор самой горелки.
При ремонте бытовых холодильников используют три различных типа горелок:
Первый вариант — самый дешевый и неправильный, это пайка при помощи пропан-бутановой смеси. Недостаток данного метода в том, что нагрев происходит слишком медленно, и в некоторых случаях вообще невозможно эффективно прогреть соединение, особенно если оно расположено близко к компрессору устройства.
Второй вариант — это горелка с использованием газа МАПП. Это наиболее распространенный тип горелки, так как стоимость заправленного баллона невысока, и сама горелка обладает разумной ценой. Также есть возможность приобрести горелки с шлангами и пьезозажигалками, что значительно облегчает работу.
Третий вариант — это также МАПП-горелки. Однако у этих горелок есть недостаток: слишком большое пламя и резкий набор температуры. В целях устранения этого недостатка профессионалы предпочитают приобретать горелки с двойными шлангами, чтобы к газу МАПП можно было подмешивать кислород. Это позволяет сделать подачу минимальной, а температура при этом остается высокой.
Какой припой лучше для пайки алюминия с алюминием
Для пайки алюминия с алюминием рекомендуется использовать припой гастолин 192 или 195, так как они отличаются температурой плавления. У припоя 195 температура чуть выше, чем у 192. Поэтому для трубок предпочтительнее использовать 192, а для толстостенных элементов, которые подвергаются вибрационным нагрузкам, лучше выбрать 195.
Необходимо отметить, что ни горелка, ни самый лучший припой не заменят вам практический опыт. Поэтому, чтобы освоить пайку меди, стали и алюминия, следует запастись труборезом и нарезать несколько кусочков трубок для практики — нужны практика и упорство!
Для пайки тонких трубок обратки в современных холодильниках лучше заменить МАПП-горелку на горелку гастолин, так как температура её пламени ниже, что более безопасно и удобно.
Пайка меди
Флюс следует нанести тонким слоем на предварительно очищенную механическим способом трубу.
После этого необходимо установить на трубу механически очищенный фитинг.
Нагрев следует производить при помощи газовой горелки до тех пор, пока медь не начнет меняться в цвете, после чего можно начинать добавлять припой.
Припой мгновенно расплавится и благодаря капиллярному эффекту быстро проникнет в щель фитинга.
Ниже указаны некоторые специфические нюансы:
1. Как правильно припаять кран
Узел состоит из крана, компрессионной гайки и компрессионного кольца.
Необходимо нанести немного флюса на внутреннюю часть кольца.
После этого прогреваем около 10 секунд и резким движением подносим припоем к месту пайки.
Когда деталь остынет, можно приступать к сборке.
Также стоит учитывать, что для того чтобы сделать холодильник для самогонного аппарата, следует помнить о специфике фитингов. Внутри у них есть отпрессованная кромка, которая препятствует продеванию трубы. Нужно взять круглый грубый напильник и удалить эту кромку, после чего фитинг можно будет легко надеть на трубу.
Далее остаётся лишь аккуратно собрать узел.
Техника безопасности
- Важно помнить, что медь обладает высокой тепло проводимостью, и не рекомендуется паять детали короче 30 см только вручную, это может повлечь ожоги!
- Во время пайки медь сильно нагревается и может вызвать мгновенные ожоги при прикосновении. Например, люди могут держать уголёк из костра в руках, но медь с такой же температурой обеспечить подобный эффект не сможет — ожог будет неизбежен!
- Если флюс капает на открытые участки кожи, необходимо сразу же смыть его водой, иначе может произойти химический ожог!
- На время работы следует надевать одежду из натуральных тканей и избегать синтетических материалов. Это крайне важно, потому что приходится работать с огнём и горячими металлами, а также с флюсами, содержащими коррозийные кислоты!
Синтетика, как правило, легко воспламеняется и плавится! - Будьте осторожны — не допускайте попадания флюса в глаза, нос, рот, уши и на половые органы!
- При выполнении работ следует открывать окна, чтобы избежать вдыхания большого количества дыма от сгорания флюса!
27 июн 11 6 ноя 24 113.7K
Пайка меди газовой горелкой — выбор припоя.
Для пайки меди можно использовать медно-фосфорный припой. Его температура плавления низка, и фосфор в его составе исключает необходимость применения дополнительного флюса, так как он полностью выполняет все необходимые функции. Однако стоит учитывать, что припой очень жесткий, и откусить кусочек практически невозможно. Я использую бокорезы, чтобы отломать кусочки от прутка, но этот процесс требует тщательности, так как кусочки могут разлетаться в разные стороны.
Перед началом пайки медь можно отбелить с использованием лимонной кислоты. Для этого необходимо разведить обычную лимонную кислоту в теплой воде и поместить туда заготовки из меди на некоторое время.
Также можно паять медь серебряным припоем в тех местах, где не будет видно самого шва. Имеются специальные медные и серебряные пасты для пайки, которые также может пригодиться.
На чем паять?
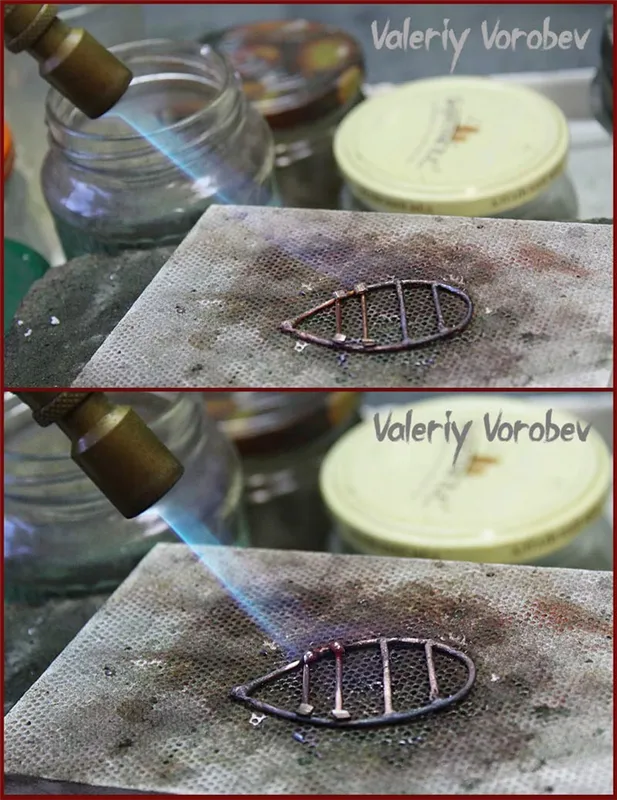
Неплохой вариант — простое использование кирпича. Однако это не самый оптимальный выбор (кирпич может забирать тепло). По крайней мере, если вы хотите просто попробовать воспользоваться газовой горелкой, кирпич может подойти. На фото я использую специальную доску, а в видео — кирпич.
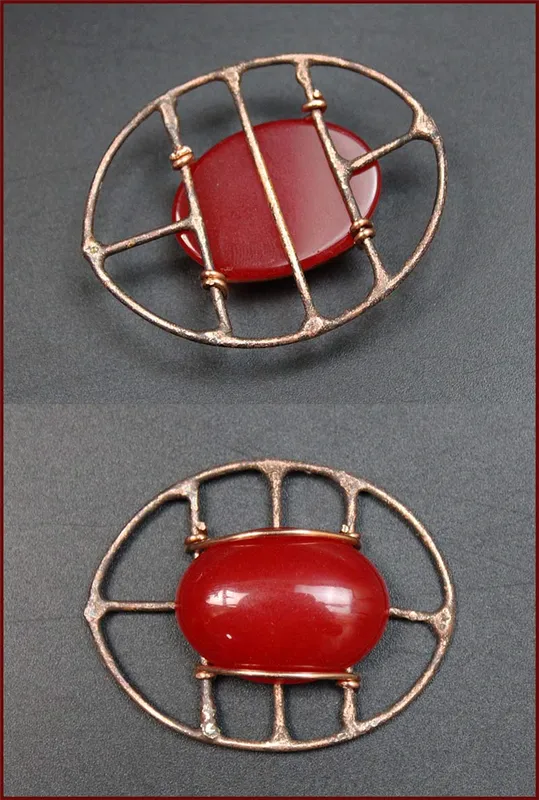
Не стоит акцентировать внимание на том, что на фото изображена профессиональная горелка. Я предпочитаю паять медь именно с использованием такой (баллонной) газовой горелки. Проволока для пайки должна быть толщиной 1 мм или больше. Заранее подготавливаем кусочки медно-фосфорного припоя. Какой именно размер нужен для каркаса, вы легко поймёте после просмотра фотографий. Это зависит от объёма дополнительных деталей, которые нужно будет прикрепить к каркасу. Сначала необходимо спаять окружность каркаса, затем припаять перемычки. Можно соединять сразу несколько стыков, однако стоит помнить, что всё нужно делать аккуратно, чтобы не перегреть саму проволоку. Припой должен равномерно расплавляться по проволоке и заполнять шов.

После отжига медь становится более податливой. Для придания ей жесткости следует немного сплющить весь каркас молотком на наковальне или обработать каркас надфилем и отшлифовать медь.


Я заранее приготовил спиральки для этого украшения. Смотрите видео для детального процесса.
Далее действуем по заранее составленному плану (если он имеется).


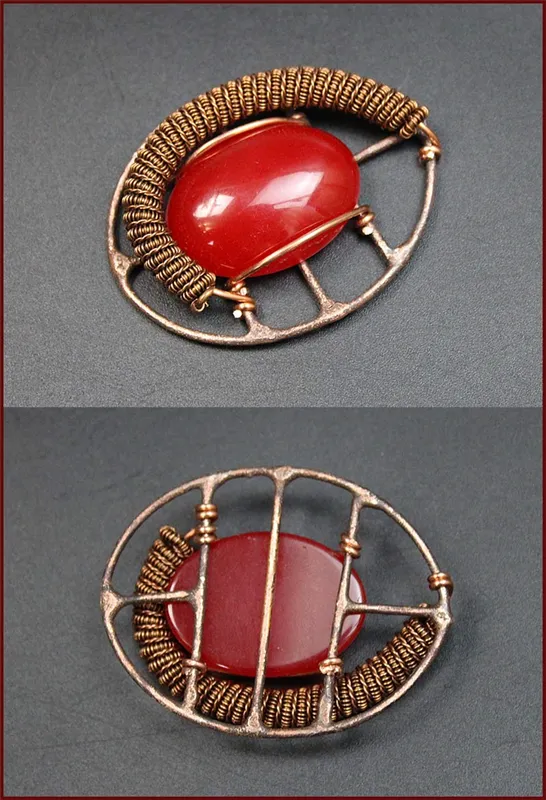
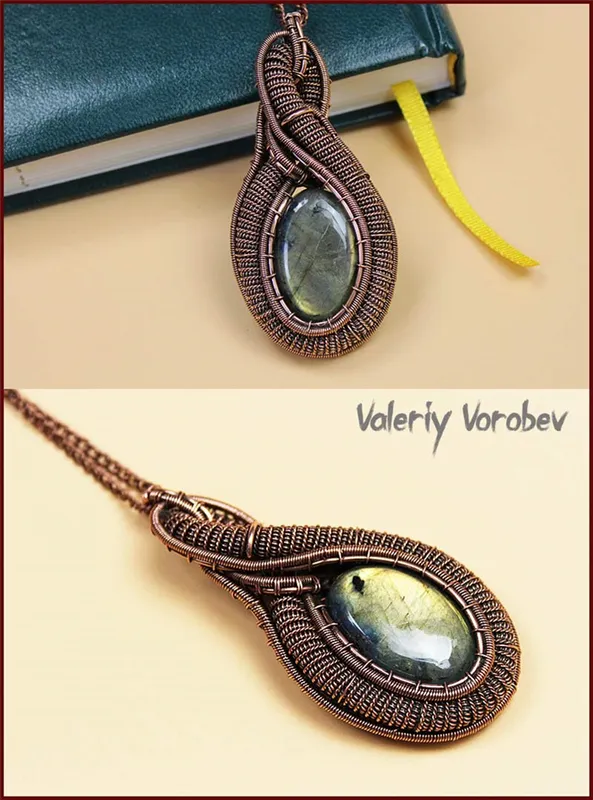
Спиралью мы ограничили кабошон по краям. Далее, оплеткой, мы закрепляем кабошон, чтобы он не выпал.

Смотрите видео с примерами оплеток.

В итоге у нас получается такой кулон.
Не расслабляйтесь — это ещё не всё. Рассмотрим ещё один пример. Сначала — всё делаем так, как раньше.
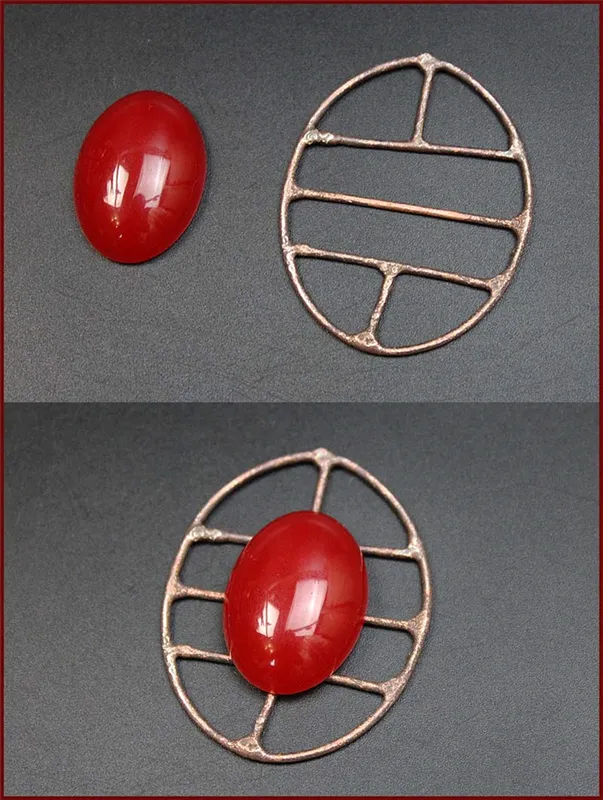
Сразу же фиксируем кабошон проволокой толщиной 1 мм на каркасе. При этом необходимо закрепить кабошон в нужном месте.
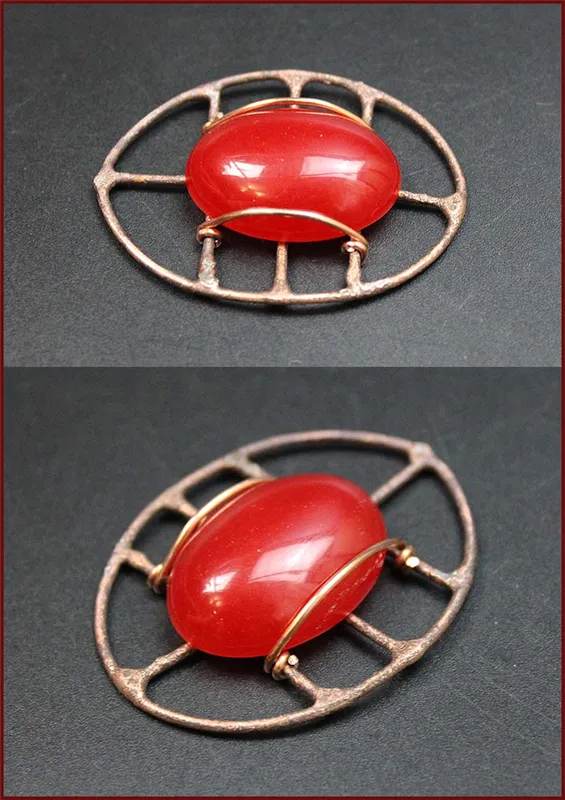
Неожиданное решение. Да!?
А дальше отпускаем фантазию на волю!