Прежде чем приступить к изгибу алюминиевой трубы своими руками в домашних условиях, важно ознакомиться с различными методами, используемыми для данного процесса. В первую очередь стоит подчеркнуть, что трубы могут изгибаться как в холодном, так и в горячем состоянии. При выборе метода учитывать необходимо несколько факторов.
Как легко согнуть алюминиевую трубу в домашних условиях – простые способы
Согнуть алюминиевую трубу можно как с использованием трубогиба, так и с помощью подручных желез. Для достижения наилучшего результата нужно узнать основные тонкости процесса заранее.

Особенности производства и свойства алюминиевых труб
Трубопрофили из алюминия разделяются на три категории в зависимости от способа их производства:
- холоднодеформированные;
- прессованные;
- сварные.
Трубопрокат из алюминия производится различными методами
Первый тип — это алюминиевые трубы диаметром от 6 до 150 мм. Они предназначены для общего промышленного использования и выпускаются в соответствии с ГОСТ 18475-87. Технология их производства подразумевает использование алюминиевой болванки, в которой сверлится сквозное отверстие вдоль оси. Далее заготовка прокатывается между роликами, что позволяет формировать сечение готового изделия.
Второй тип — это алюминиевые трубы диаметром от 6 до 220 мм, которые изготавливаются по стандарту ГОСТ 18482-79. В данном случае используется метод прессования разогретой заготовки на специальном прессе, где полуфабрикат укладывается на матрицу и прессуется до достижения необходимой формы. После этого он также прокатывается на станке через ролики.
Третий вариант — это трубы, производимые из листов или полос (штрипс), методом скручивания и сварки по шву с последующей термической обработкой для снятия внутренних напряжений на сварных участках.
Алюминиевые трубы также можно классифицировать по толщине стенки:
- менее 5 мм — тонкостенные;
- более 5 мм — толстостенные.

В производственном процессе часто применяются дополнительные методы, которые позволяют улучшить технические и эксплуатационные характеристики. Это связано с природой самого металла: при температурах ниже +20°С может происходить излом конструкции при деформации. Поэтому следует применять термообработку, такую как отжиг или закаливание, или механическую обработку — наклеп или нагартовку. Оба метода эффективно повышают прочность алюминия, делая его более устойчивым к различным воздействиям.
Тем не менее, высоким уровнем пластичности алюминиевых труб можно считать их главным достоинством. Это означает, что согнуть изделие не представляет большой сложности, и оно при этом сохраняет все свои свойства и качества.
Где применяются алюминиевые изделия
Область применения алюминиевых труб обширна. Причины их популярности заключаются в том, что:
- продукция не требует сложного технического обслуживания;
- конструкции получаются легкими;
- транспортировка и монтаж удобны, в том числе когда требуется изгибать изделие.
Основные области применения алюминиевых труб:
- Сельское хозяйство. Из них сооружают дренажные и поливочные системы, ограждения для мелких животных и растений.
- Нефтедобыча. Алюминиевые трубы не реагируют на нефтепродукты, сохраняя свои свойства и характеристики.
- Системы вентиляции. Изделия легко деформируются, поддаются резке и сверлению, что упрощает их монтаж в вентиляционных системах.
- Строительство. Алюминиевые трубы используются для создания каркасов беседок, ангаров и навесов, а также для перил, козырьков и ограждений, включая навесные фасады.
- Изготовление мебели — стулья, кресла, столы и другие изделия.
- Рекламные конструкции — щиты, стойки, каркасы под витрины.
Особенности алюминия как материала
Гибка алюминия, как чистого, так и его сплавов, обладает некоторыми особенностями:
- Производство алюминия часто включает процесс старения, как естественного, так и искусственного. Это необходимо для стабилизации структуры исходного материала. Химическая обработка также важна для создания прочной оксидной пленки Al2O3, которая защищает изделия от коррозии и усиливает их прочность, но может снизить пластичность.
- Производство труб может происходить через прокатку, горячую экструзию или выдавливание. На сегодняшний день экструзия и выдавливание стали наиболее распространенными методами, однако прокат позволяет получить большую прочность, несмотря на то, что увеличивает чувствительность к напряжениям во время сгибания.
- При любом методе сгибания происходит изменение расположения нейтральной линии. Эта линия является виртуальной кривой, разделяющей зону сжатия (внутреннюю часть трубы) и зону растяжения (внешняя поверхность трубы). Поэтому алюминиевые конструкции, как правило, разрываются по внешнему радиусу, а не по внутреннему.
- В строительных практиках используются профили из чистого алюминия, таких как марки АД0, АД33, АД31 и другие. Также популярны дюралюмины, например, Д1 и Д16. Отметим, что дополнительные добавки в сплавы могут снизить их пластичность. При гибке алюминиевой трубы в домашних условиях недооценка химического состава материала может привести к проблемам, например к образованию неправильных контуров. Поэтому перед началом работы важно внимательно проверить марку сплава и действовать в соответствии с инструкциями по работе с ним.
Рекомендуемые статьи по металлообработке
Если продукт оказался несертифицированным, информацию можно получить из других источников:
- На торцевой части трубы должна присутствовать маркировка. Ее расшифровку можно найти в справочниках, например, в первом томе Справочника конструктора-машиностроителя Анурьева, где приведены уровни пластичности материала.
- Один из простых методов — постукивание по трубе молотком. Чем более звонкий звук, тем более тверд материал.
- Другой метод заключается в использовании напильника. Мягкий сплав, такой как АД0 или АМг6, будет прилипать к напильнику, тогда как твердые материалы отслаиваются.
- Все сорта дюралюмина, особенно Д16, имеют низкую коррозионную устойчивость, поэтому они часто покрываются анодированием, что делает их менее подходящими для сгибания.
- Изделия из дюралюминия склонны оставлять остатки на руках, что также позволяет отличить их от чистого алюминия.
Как происходит гибка алюминиевой трубы

В процессе изгибания алюминиевой трубы под любым углом материал изменяет свою структуру: внутренний слой пережимается, а внешний — растягивается. Поскольку плотность алюминия относительно низкая, правильное сгибание не приводит к значительным повреждениям конструкции. Тем не менее, в случае легированных алюминиевых профилей, обладающих большей плотностью, процесс становится более сложным.
Алюминиевые трубы достаточно гибкие, что позволяет создавать различные конструкции без потери целостности и сечения. Процесс может производиться вручную, с помощью простых инструментов или на специализированном оборудовании. Сгибание может осуществляться как в холодном, так и в горячем состоянии. Решение этого вопроса зависит от параметров, материи, конструкций и сложности формы.
Гибка в одной плоскости может принимать следующие формы: отвод, скоба, утка и калач. Два изгиба под углом 135° называют уткой, три изгиба с центральным углом 90° и крайними углами 135° образуют скобу, изгиб в форме полуокружности — это калач, а угол от 45 до 135 градусов — это отвод.
Для успешного изгибания алюминиевой трубы следуйте ниже приведенным рекомендациям:
- Если у трубы есть сварной шов, убедитесь, что во время изгибания он не попадает на вогнутую или выпуклую линию изгиба;
- При сгибании тонких труб диаметром 15–20 мм радиус изгиба должен быть не меньше, чем значение наружного диаметра, умноженное на два;
- Если заготовка имеет диаметр более 25 мм, рекомендуемый радиус сгиба должен составлять не менее трех значений наружного диаметра трубы.
Главная задача в любом варианте обработки — создать конструкцию без трещин, сминающихся мест или других дефектов. Это возможно при правильном выборе профиля, инструментов и методов обработки.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу, мы изменяем ее внутреннюю и внешнюю структуру: внутренний слой сжимается, а внешний растягивается. С учетом низкой плотности алюминия, результат сгибания обычно неивает значительных повреждений. Однако, процесс с легированным алюминием более сложен из-за его большей плотности.
Гибкость алюминиевых труб позволяет создавать сложные конструкции без потери целостности заготовки и её сечения. Сгибание может проводиться вручную, при этом используются простые механизмы или специализированные инструменты. Заготовка может быть как в холодном, так и в горячем состоянии. Выбор зависит от множества факторов: размера, вида, структуры трубы, её толщины и сложности желаемой формы.
Виды изгиба труб в одной плоскости включают отвод, скобу, утку и калач. У труб с двумя сгибами под углом 135° форма называется уткой, три сгиба (центральный угол 90°, крайние 135°) – скобой, изгиб в расходе полуокружности — это калач, а углы от 45 до 135 градусов – это отвод.
Совет:
Будьте внимательны и не допускайте ОШИБОК в расчетах!
Используйте строительные калькуляторы онлайн для быстрого и точного расчёта строительных материалов и конструкций.
При выполнении сгибания обязательно следуйте таким рекомендациям:
- В случае наличия сварного шва некоторое необходимо избегать его попадания на вогнутую или выпуклую линию изгиба, расположенную перпендикулярно к деформируемой поверхности.
- На изделиях диаметром 15-20 мм радиус сгиба вычисляется, исходя из наружного диаметра, который следует умножить на два.
- Для заготовок с диаметром более 25 мм необходимый радиус сгиба должен составлять не менее трех значений наружного диаметра.

Вне зависимости от выбранного способа сгибания, ваша понимая задачи – предотвратить любые дефекты в процессе гибки. Помните, что для успешного изгиба алюминиевой трубы в домашних условиях ключевым является правильный выбор инструмента и метода, а также соблюдение правил безопасности.
Как работать с трубогибом в домашних условиях
Существуют различные виды ручных трубогибов, идеально подходящих для сгибания тонкостенных изделий из алюминия небольшого диаметра:
- Рычажный трубогиб. Также известный как станок Вольнова. В этом механизме имеется специальная форма для закладки заготовки, а процесс сгибания в нем осуществляется за счет рычажной силы, без необходимости нагрева трубы. Форма соответствует определенному диаметру.
- Арбалетный трубогиб. В этом устройстве заготовка закрепляется, а гнущий сегмент осуществляет продавливание средней части трубы с противоположной стороны от концов.
- Пружинный трубогиб. В этом случае заготовка перед изгибанием оснастяется пружиной, помещаемой внутрь изделия. Затем трубу либо разогревают, либо используют холодный метод изгиба. После окончательной процедуры пружину необходимо извлечь.
С помощью станочной гибки можно легко ответить на вопрос, как согнуть или выпрямить алюминиевую трубку любого диаметра и формы. При этом риск повреждений изделия минимален.
Эти механизмы могут работать по электромеханическому или гидравлическому принципу, что позволяет достичь высокой точности результатов в соответствии с заданными требованиями. В дополнение к этому, существуют способы, позволяющие сгибать трубы без использования трубогиба, что может быть удобно в ситуациях, когда необходимый инструмент недоступен.
Основные ошибки при работе
Перед началом работы необходимо очистить изделие от грязных отложений, стараясь не использовать абразивные щётки, чтобы избежать повреждения оксидного слоя.
Важно! После сгибания трубы будет изменена ее первоначальная длина. Поэтому требуемый размер отрезка необходимо определять после завершения всех операций со сгибанием.
Если для сгибания используется газовая горелка, нужно сразу приступать к изгибу после достижения нужной пластичности материала, пока он не остыл. Если труба закоренела, её не следует обрабатывать, так как это указывает на низкое качество изделия. Все заготовки для изгиба должны быть свободны от заусенцев, сколов и трещин.
Особенности гибки алюминиевых профилей
Перед началом изгиба алюминиевого профиля важно подготовить следующие исходные данные:
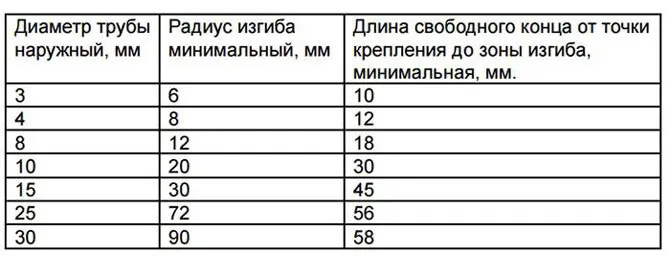
- Максимально допустимое значение внутреннего радиуса сгиба для трубчатой заготовки rmin.
- Разрешенное изменение формы поперечного сечения трубы после деформирования (это особенно важно для элементов трубопроводов).
- Длина свободного участка трубы, который остается после сгибания.
- Критерии ожидаемой пластичности исходного материала.
Подводя итог, можно отметить, что успех в сгибании невоскреваемого профиля достигается благодаря формированию напряженного состояния всестороннего неравномерного сжатия в изгибаемой заготовке. При этом усилие противодавления не должно превышать 50–70% от основного усилия; иначе процесс сгибания алюминиевой трубы будет затруднен. Для создания такого противодавления можно использовать следующие технологические методы:
Технически неправильно использовать трубогибы для алюминиевых труб, работающих на других принципах. Исключение составляют случаи гибки под большими радиусами, когда rmin > (8…10)D (где D — внешний диаметр заготовки). Даже в этом случае существует вероятность деформации торцов конструкции.
Для расчета размерных параметров сгиба можно ориентироваться на следующие практические советы:
- При сгибании мягких сплавов с толщиной стенки трубы до 1–1,5 мм минимальный внутренний радиус rmin при угле сгиба до 90° не может быть меньше толщины стенки заготовки;
- Для сгибания трубчатых профилей из твердого или закаленного алюминия значение rmin должно быть увеличено минимум в 4 раза;
- Поверхность сгибаемого полуфабриката должна быть чистой, без загрязнений; при этом сдирать окисную пленку (которая имеет белый цвет) с заготовки не рекомендуется;
- Принцип пружининого эффекта в алюминии не учитывается: его значения крайне малы, а доработка готового изделия при необходимости может быть выполнена вручную.
Особенности ручной гибки алюминиевых труб
Как можно согнуть алюминиевую трубу самостоятельно, когда нет возможности приобрести дорогостоящее специализированное оборудование? Гибка труб в домашних условиях может быть выполнена без трубогиба, если выполнять следующие рекомендации:
- Чтобы увеличить пластичность металла и снизить напряжение, заготовку в области гиба подогревают с помощью обычной газовой горелки. Исключение составляют анодированные алюминиевые изделия. Готовность заготовки к деформациям можно определить по цвету бумаги, которая, находясь на поверхности, задымится или загорится. При этом необходимо помнить, что при температуре выше 120–140 °C в многосоставных сплавах, таких как АМг, могут начинаться структурные преобразования. После нагрева немедленно приступайте к изгибам.
- В качестве шаблона для деформации можно использовать трубу с тем же радиусом изгиба. Такую трубку можно сделать и из древесины, пропитанной креозотом. На шаблон помещается и хорошо фиксируется заготовка, после чего с помощью резинок, с помощью резиновой киянки, придавайте изделию нужный угол. Если потребуется, процесс можно повторить.
- При сгибании труб диаметром до 15–20 мм на наружный диаметр заготовки располагается стальная пружина, после чего с помощью стального прута, вставленного в торец заготовки, производится обжим материала по шаблону или фиксатору.
- Вместо песка в качестве заполнительной среды можно использовать и воду, однако это более сложно реализовать на практике, особенно в домашних условиях.