Наружная резьба. На стержне резьба иллюстрируется сплошными основными линиями по наружному диаметру и сплошными тонкими линиями по внутреннему диаметру.
Трапециевидная резьба: виды, сферы применения
Трапецеидальная резьба предназначена для ситуации, когда необходимо преобразовать вращательное движение в поступательное. Если взглянуть на профиль такой резьбы, он напоминать трапецию, что и стало причиной его названия. Ключевой особенностью является самоторможение, которое предотвращает деформацию даже при значительных нагрузках.
Существуют разные типы винтов с трапецеидальной резьбой, включая грузовые, применяемые в узлах с большими осевыми силами, ходовые — в механизмах подачи, и установочные — для высокоточных перемещений и регулировок. Гарантированный зазор, характерный для данной резьбы, способствует минимизации трения, позволяет размещать достаточное количество смазки и компенсировать тепловые расширения. Более подробную информацию об особенностях трапецеидальной резьбы, ее разновидностях и размерах можно найти в нашем comprehensive материале.
Особенности трапецеидальной резьбы
У трапецеидальной нарезки угол между боковыми сторонами профиля в плоскости оси резьбы колеблется в диапазоне от 15 до 40°, при этом профиль выглядит как трапеция, а угол подъема составляет 30°. Эта резьба отличается высоким уровнем износостойкости, особенно по сравнению с трубной резьбой. На ее характеристики, включая трение, оказывают влияние угловой коэффициент профиля и свойства смазочного материала.
Технически наиболее эффективные результаты демонстрируют резьбы со средним шагом. Их использование предоставляет высокую точность осевых перемещений и хорошую износостойкость для деталей, подвергающихся обработке. Средний шаг можно измерить с помощью штангенциркуля. Для этого нужно определить число шагов резьбы и длину стержня, а затем разделить одно значение на другое. Полученное частное будет представлять собой показатель средней величины шага. Измерения проводятся в миллиметрах.
На чертежах трапецеидальная резьба обозначается следующим образом:
- латинская буква Tr;
- указание диаметра и шага в миллиметрах;
- латинские символы LH, что указывает на левую однозаходную резьбу.
Пример расшифровки обозначения: Tr20x4LH — это трапецеидальная однозаходная левая резьба диаметром 20 мм и с величиной шага 4 мм. Основные размерные параметры прописаны в ГОСТ 9484-81.
С учетом уникальных характеристик трапецеидальная резьба используется в специфических производственных процессах, и, как правило, в небольшом количестве.
При использовании этой разновидности резьбы дополнительная фиксация не требуется из-за наличия отличных тормозящих свойств и значительно выраженной силы трения. Эти качества делают трапецеидальную резьбу востребованной, например, в лифтехнике. Она выступает как привод для винтового пресса и как ходовой винт. Данная резьба выполняет следующие функции:
- обеспечение подачи движений при работе на токарных станках;
- передвижение изделий на конвейерах в процессе сборки;
- контроль движения подъемников;
- перемещение пресс-конструкций по вертикали.
Метрические трапецеидальные резьбы находят применение в различных отраслях: в машиностроении (при производстве станков и механизмов регулировки), в паровозостроении (при создании тормозящих систем для локомотивов, работающих в условиях подземных шахт и на электрическом приводе), в автомобилестроении (при изготовлении деталей для моторных редукторов) и многих других сферах.
Параметры резьбы
К основным параметрам резьбы (см. рис. 251) относятся:
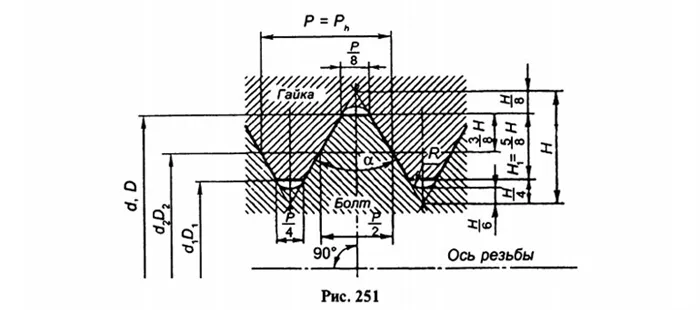
• наружный диаметр резьбы d (D) — это диаметр воображаемого цилиндра (или конуса для конической резьбы), описанного вокруг вершин наружной резьбы или впадин внутренней. Обычно этот диаметр соответствует номинальному диаметру и служит для обозначения резьбы;
• средний диаметр резьбы d2 (D2) — это диаметр воображаемого соосного с резьбой цилиндра, который пересекает витки резьбы так, что ширина выступов резьбы и ширина впадин совпадают;
• внутренний диаметр резьбы d1 (D1);
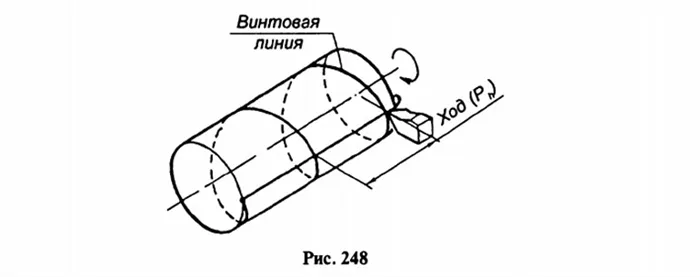
• шаг резьбы Р — это расстояние между соответствующими точками двух соседних витков, измеренное в направлении параллельно оси резьбы (для конической резьбы — проекция на ось резьбы отрезка, соединяющего соседние вершины профиля резьбы);
• ход резьбы Ph — это расстояние между соответствующими точками на поверхности винтовой нитки за один полный оборот контура, измеряемое в направлении, параллельном оси резьбы. Для однозаходной резьбы величина хода винта Ph соответствует её шагу Р (см. рис. 249, а). Для двухзаходного винта величина хода составляет 2Р (см. рис. 249, б), а для трехзаходного — составляет 3Р (см. рис. 249, в);
• угол профиля а формируется боковыми сторонами профиля;
• высота исходного профиля Н определяется продолжением боковых сторон остроугольного профиля до их пересечения;
• высота профиля, равная (5/8)H, представляет собой расстояние между выступом и впадиной профиля в направлении, перпендикулярном оси резьбы.
Типы резьбы
Среди основных типов резьбы, обозначений и примеров их нанесения на чертежах, приведены данные в таблице 6.
Метрическая резьба. Профиль метрической резьбы (ГОСТ 9150—2002) выглядит как равносторонний треугольник с углом профиля, равным 60°. Форма впадины резьбы может быть как плоско-срезанной, так и закругленной. Стандарт устанавливает размеры для метрической резьбы, охватывающие диапазон диаметров от 1 до 600 мм.
Метрическая резьба делится на:
• резьбы с крупным шагом;
• резьбы с мелким шагом.
Шаг и глубина метрической резьбы с мелким шагом меньше, чем у резьбы с крупным шагом при том же наружном диаметре. Резьбы с мелким шагом применяются для тонкостенных соединений с целью повышения их герметичности, а также в приборах точной механики и оптики для увеличения сопротивляемости деталей самоотвинчиванию.
Дюймовая резьба (не указана в таблице 6). Дюймовая резьба имеет треугольный профиль с углом у вершины в 55°. Использование дюймовой резьбы в новых разработках не разрешается. Она востребована только при ремонте оборудования, так как детали с дюймовой резьбой все еще находятся в эксплуатации. Дюймовая резьба производятся с наружным диаметром от 3/16″ до 4″.
Основные параметры дюймовой резьбы включают наружный диаметр в дюймах и число шагов на дюйм длины нарезанной части детали. На чертеже эта резьба обозначается наружным диаметром, выраженным в дюймах, например: 1″; 1 1/3”; 2″.
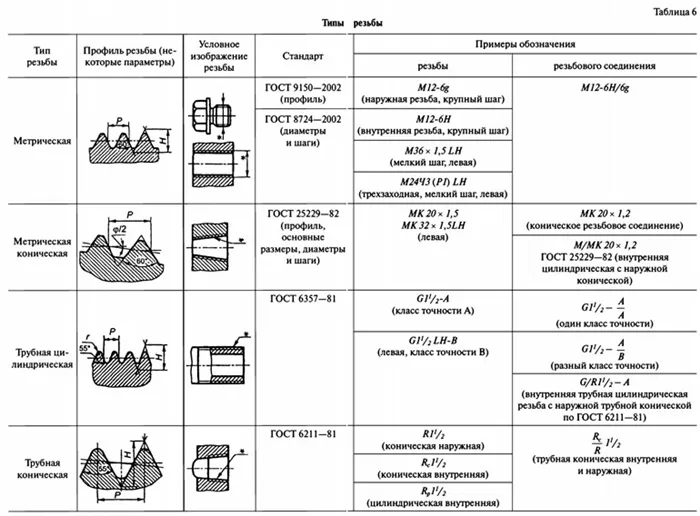
Трубная цилиндрическая резьба. Угол профиля данной резьбы равен 55°. Профиль резьбы включает закругления. Она производится с диаметром от 1/8 до 6″, причем количество ниток на 1″ варьируется от 28 до 11. Номинальный размер трубной резьбы условно приравнен к внутреннему диаметру трубы (Dy — условный проход). Трубная цилиндрическая резьба используется для соединения труб, арматуры, трубопроводов и других тонкостенных деталей (пробки, заглушки и прочее).
Коническая трубная резьба. Конусность составляет 1:16. Профиль этой резьбы описывается как равнобедренный треугольник с углом у вершины 55° и закругленной вершиной. На трубе наружный диаметр в среднем сечении по длине резьбы равен наружному диаметру цилиндрической трубной резьбы того же размера (см. рис. 252). В отношении этой резьбы ГОСТ устанавливает размеры диаметров от 1/16″ до 6″.
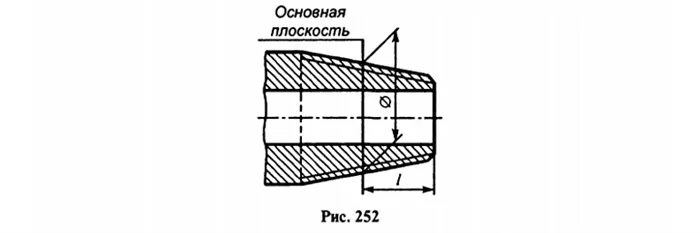
В трубных соединениях коническая резьба может использоваться совместно с цилиндрической трубной резьбой в муфте: это означает, что коническая резьба реализована на трубе, а цилиндрическая — на муфте.
Данная резьба применяется для создания резьбовых соединений в топливных, масляных, водяных и воздушных трубопроводах машин и станков.
Обозначения для трубной конической резьбы следующие:
• R — для конической наружной резьбы;
• Rc — для конической внутренней резьбы;
• Rp — для цилиндрической внутренней резьбы.
Коническая дюймовая резьба с углом профиля 60° (ГОСТ 6111—52). Данная резьба используется для диаметров от 1/16” до 2″ в резьбовых соединениях топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Трапецеидальная резьба. Профиль этой резьбы характеризуется равнобокой трапецией с углом в 30° между боковыми сторонами. Трапецеидальная резьба может быть как однозаходной, так и многозаходной, а также правой или левой. Трапецеидальная резьба (по ГОСТ 9484—81) предусматривает размеры с диаметрами от 8 до 640 мм.
Основной профиль наружной и внутренней трапецеидальной резьбы
В следующей таблице представлены характеристики основного профиля как наружной, так и внутренней трапецеидальной резьбы:
| Дистанция между соседними точками профиля (шаг) | Расстояние между вершиной и основанием |
| 1.05 – 1.07 | 2.08 – 3.01 |
| 2.03 – 2.05 | 3.07 – 5.05 |
| 3.03– 3.05 | 5.06 – 7.02 |
| 4.03– 4.05 | 7.05 – 8.08 |
| 5.03– 5.05 | 9.03 – 10.04 |
| 6.03– 6.05 | 11.02 – 12.09 |
| 7.03– 7.05 | 13.06 – 14.05 |
| 8.03 – 8.05 | 14.09 – 15.02 |
| 9.03– 9.05 | 16.07 – 18.03 |
| 10.03– 10.05 | 18.06 – 21.08 |
| 12.03– 12.05 | 22.03 – 26.01 |
| 14.03– 14.05 | 26.02 – 28.04 |
| 16.03 – 16.05 | 29.09 – 31.05 |
| 18.03– 18.05 | 33.06 – 35.09 |
Виды
Существует несколько разновидностей трапецеидальной резьбы:
- Левая: эта резьба создается контуром с плоской поверхностью, который вращается против часовой стрелки, а также по направлению от наблюдателя. Она является одним из самых древних методов соединений узлов в механизмах, находя применение в машиностроении для крепления заготовок на валу токарного станка. Данная конструкция минимизирует вероятность откручивания деталей в процессе обработки. Левая резьба используется для закрепления ниппелей в радиаторах отопительных систем, колесах грузовых автомобилей и внедорожников, патронах для сверл, лопастях комнатных вентиляторов, редукторах для остановки вращающего момента мотора, велосипедных компонентах и частях циркулярных пил. Она также используется как механизм защиты от нежелательных действий, обеспечивая контроль за рабочими инструментами, которые обрабатывают заготовки. Примером является редуктор баллона с пропаном. Эта разновидность нарезки активно используется производителями машин для предотвращения фальсификации ключевых компонентов. Обозначение такой резьбы — латинская буква “L”.
- Правая: формируется плоским контуром, который вращается по часовой стрелке, двигаясь вдоль оси относительно наблюдателя. Этот тип резьбы чаще всего используется для фиксации заготовок с помощью винтов, гаек, шпилек и болтов. В промышленной сфере ее применяют для вкручивания саморезов и шурупов. Чтобы определить правую резьбу, применяется метод расположения крепежного инструмента фаской вверх на ладони, при этом витки спирали должны быть направлены на наблюдателя. Первые примеры применяют правую резьбу в редукторах баллонов с кислородом, что снижает вероятность возникновения экстренных ситуаций во время обработки. Этот вид резьбы можно подправить, поэтому он не используется в производстве автодеталей в качестве защитной меры от подделок. Его обозначение производится латинской буквой “R”.
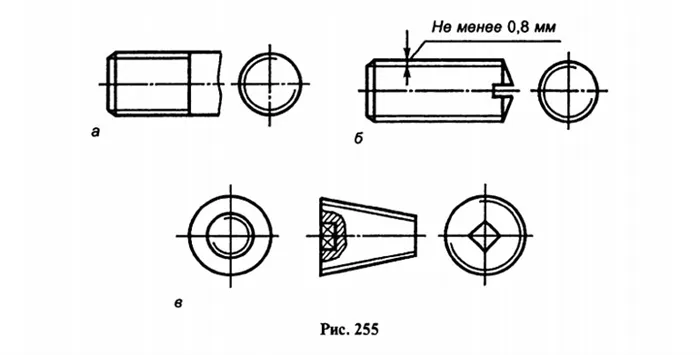
- Однозаходная: заключается в образовании одного профиля. Чтобы определить ее, необходимо взглянуть на торец винта или гайки. Если видно только один конец витка, то резьба является однозаходной. Для этого типа характерно, что шаг равен величине хода — расстоянию между соседними нитками. Настройка станка для однозаходной резьбы зависит от шага. Основной недостаток заключается в малой прочности обработанных деталей, что связано с небольшим диаметром внутренней части. Это ограничивает передаваемые усилия. Однозаходная резьба обозначается латинскими символами “H”.
- Многозаходная: формируется множеством выступов винтовой нарезки. Наиболее распространенным вариантом является двухзаходная резьба, содержащая два витка и симметричные заходы. В этом случае величина хода равна произведению количества заходов на шаг. Многозаходные резьбы нашли применение в стягивающих конструкциях, улучшая прочность соединений, изменяя передаточные числа (например, при обработке моторных редукторов) и обеспечивая значительное смещение крепежных механизмов в винтовых стержнях при малом числе оборотов. На международном уровне этот тип обозначается латинской буквой “S”.

Все размеры и технические характеристики всех видов трапецеидальной резьбы изложены в нормативных документах ГОСТ 24739-81 и ГОСТ 25347-82. Эти документы содержат стандарты профилей и допустимые отклонения, которые необходимы для должной обработки готовых изделий.
Резьба трапецеидальная однозаходная. Профиль по ГОСТ 24737 (СТ СЭВ 146)
d — наружный диаметр внешней резьбы (винта); d2 — средний диаметр внешней резьбы; D2 — средний диаметр внутренней резьбы; P — шаг резьбы; h3 — высота профиля внешней резьбы; H4 — высота профиля внутренней резьбы; d3 — высота профиля внутренней резьбы; d4 — высота профиля внешней резьбы; D4 — наружный диаметр внутренней резьбы; R1 — радиус кривизны верхнего конца внешней резьбы; R2 — радиус кривизны нижнего конца как внешней, так и внутренней резьбы; ac — зазор на верхнем конце резьбы.
В таблице 1 приведены размеры профиля резьбы.
- Вместо закругления по вершине наружной резьбы разрешается использование фасок, размеры которых не превышают 0,5·ac.
- При накатывании резьбы профиль впадины резьбы следует выполнять закругленным. В этом случае внутренний диаметр наружной резьбы должен быть уменьшен на 0,15Р.
- Для расчета значений диаметров можно воспользоваться следующими формулами:
ДОПУСКИ
Допуски для наружных и внутренних диаметров резьбы представлены в таблицах 3–5.
Допуски для диаметров d:
| Наружная резьба | Внутренняя резьба | Шаг P |
Допуски для диаметров d:
Данные о допусках диаметра d:
В сравнении с другими типами резьбы, трапецеидальная резьба значительно легче в изготовлении.
В результате она широко используется в самых различных сферах. Наиболее популярны трапецеидальные резьбы с углом профиля 30°. Технологический процесс их изготовления в основном аналогичен методу создания прямоугольной резьбы, но имеется ряд значительных отличий в плане точности и качества. Процесс нарезки трапецеидальной резьбы по своей сути не отличается от аналогичного процесса для прямоугольного профиля. В наши дни доступно несколько видов таких технологий.
Другие достоинства
Трапецеидальные соединения обладают множеством положительных качеств, что обеспечивает их применение в разных отраслях. Наиболее распространенной областью является машиностроение. К преимуществам такого типа соединений можно отнести:
- возможность многократной сборки и разборки различных устройств;
- упрощенный процесс сборки и разборки;
- высокая надежность резьбового соединения;
- простота изготовления;
- возможность самостоятельной регулировки силы сжатия;
- изготовление деталей в различных исполнениях.
Недостатки соединений
У данного вида соединений есть и недостатки, хотя их не так уж много. Один из них заключается в возникновении значительного напряжения во впадинах. Также такие резьбы неподходящи для активных вибрационных механизмов, так как винты могут откручиваться, что является крайне нежелательным.
Поэтому важно следить за состоянием соединений и при обнаружении проблемы — своевременно исправлять положение винтов.
Что касается стоимости, это качество можно отнести как к достоинствам, так и недостаткам.
Однозаходные резьбы стоят заметно дешевле, чем многоходные. Здесь каждый выбирает в зависимости от собственных предпочтений. Многие конструкторские компании предпочитают многоходные резьбы из-за их надежности и прочности.
В конечном счете, мы выяснили, что представляет собой трапецеидальная резьба, её размеры, преимущества и недостатки.